您好 歡迎來(lái)到超硬材料網(wǎng) 請(qǐng)登錄 | 免費(fèi)注冊(cè)
一、電解拋光電解拋光是金屬表面裝飾加工的較新的工藝。它應(yīng)用于金屬零件鍍前預(yù)處理和鍍后的精加工,也可以單獨(dú)應(yīng)用于金屬表面的加工。如電解拋光常用于外形復(fù)雜的金屬零件,專(zhuān)用工...
高速加工中心在技術(shù)上的發(fā)展為提高石墨電極的銑削加工效率和生產(chǎn)質(zhì)量奠定了基礎(chǔ),特別是對(duì)形狀復(fù)雜和具有薄壁特性的小型電極的銑削加工。在EDM模具加工中使用的石墨電極,需要采...


1.前言振動(dòng)切削加工是20世紀(jì)60年代發(fā)展起來(lái)的一種先進(jìn)制造技術(shù),它通過(guò)在常規(guī)的切削刀具上施加高頻振動(dòng),使刀具和工件發(fā)生間斷性的接觸,從而使傳統(tǒng)切削模式發(fā)生了根本性的變...
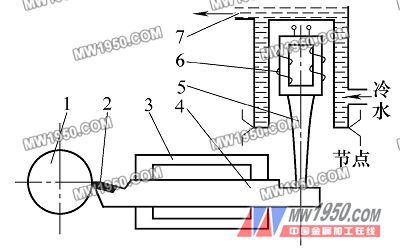
在磨削加工中,怎樣使冷卻液能進(jìn)入砂輪與工件的交界面;使砂輪保持清潔而沒(méi)有廢屑等堵塞表面孔隙,這是一直未能解決的問(wèn)...
因?yàn)椴牧媳旧頃?huì)有應(yīng)力,切割肯定是打破了原有應(yīng)力平衡變形后達(dá)成了新的平衡,只是應(yīng)力有大有小,變形也會(huì)大小不一,這如同一根竹片中間劈開(kāi),兩半都彎,大半彎得少,小半彎得多。線(xiàn)...
線(xiàn)切割光潔度是由兩個(gè)要素構(gòu)成的,一是單次放電蝕除凹坑的大小,它的RZ通常是0.05μ~1。5μ之間,這對(duì)切割光潔度說(shuō)是次要的。二是因換向造成的凸凹條紋,它的...
一、擴(kuò)散法金屬碳化物覆層技術(shù)介紹1、技術(shù)簡(jiǎn)介擴(kuò)散法金屬碳化物覆層技術(shù)是將工件置于特種介質(zhì)中,經(jīng)擴(kuò)散作用于工件表面形成一層數(shù)微米至數(shù)十微米的金屬碳化物層。該碳化物層具有極...
鉆尖的修磨Kennametal公司的技術(shù)專(zhuān)家MikePlankey針對(duì)在柱面上鉆孔提出幾點(diǎn)意見(jiàn)。首先,可以在工件表面用中心鉆鉆孔定位,使鉆孔有一個(gè)準(zhǔn)確的開(kāi)始點(diǎn),另一個(gè)意...
硬車(chē)(以車(chē)代磨)是指用車(chē)削的工藝方法作為淬硬鋼的最終加工或精加工。通常,車(chē)削只是淬火前進(jìn)行的粗加工。直到20世紀(jì)...
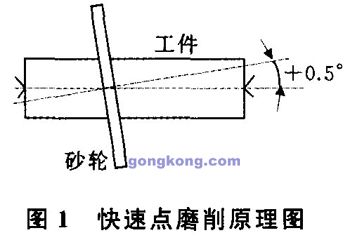


引言快速點(diǎn)磨削(quick—pointgrinding)工藝是由德國(guó)Junker公司于1994年開(kāi)發(fā)的一種集CNC、CBN超硬磨料、超高速磨削三大先進(jìn)技術(shù)于...
磨削是在磨床上用砂輪作為切削刀具對(duì)工件進(jìn)行切削加工的方法。該方法的特點(diǎn)是:(1)由于砂輪磨粒本身具有很高的硬度和耐熱性,因此磨削能加工硬度很高的材料,如淬硬的鋼、硬質(zhì)合...
摘要:電鍍磨料法是制造超硬磨料工具的常用方法,電鍍質(zhì)量直接影響到電鍍超硬磨料工具的壽命和使用性能,而電鍍工藝是影響電鍍質(zhì)量的主要因素。文中首先對(duì)原有的電鍍基礎(chǔ)工藝中鍍前...
(1)切削速度高:用DLS—F立方氮化硼復(fù)合片切削球墨冷硬鑄鐵,可以使用較高的切削速度。刀具幾何參數(shù)為γ0=-3。,α0=8。,&k...
氮化硅陶瓷具有高硬度(HRA94)、高強(qiáng)度(抗彎強(qiáng)度為1050~1450MPa)、良好的自潤(rùn)滑性能、低摩擦系數(shù)及抗粘接性能。使用氮化硅陶瓷刀具車(chē)削冷硬合金鑄鐵有以下優(yōu)點(diǎn)...

將單晶金剛石刀頭牢固、可靠地裝卡在刀桿上,是制造金剛石刀具的關(guān)鍵步驟,其裝卡質(zhì)量直接影響金剛石刀具的使用性能。目前常用的裝卡方法主要有三種,即粘結(jié)法、鑲嵌法和釬焊法。1...
花崗巖加工過(guò)程,刀具加工功率和刀具磨損間的參數(shù)對(duì)高效的加工率有十分重要的影響。高效加工就是刀具以最低的成本加工出...

1.引言由金剛石或立方氮化硼(CBN)磨料制作的超硬磨料砂輪,因其優(yōu)良的磨削性能,已廣泛用于磨削領(lǐng)域的各個(gè)方面。金剛石砂輪是磨削硬質(zhì)合金、玻璃、陶瓷、寶石等高硬脆材料的...

[摘要]根據(jù)提高電解磨削質(zhì)量關(guān)鍵在于電解和機(jī)械作用合理匹配這一原則,提出了改善加工效果的相應(yīng)措施,對(duì)采用恒流源的電解磨削機(jī)理進(jìn)行了探討,研制了小孔電解磨削的可調(diào)恒流脈沖...


 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信



 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)