

 手機資訊
手機資訊 官方微信
官方微信
[摘要] 通過用掃描電鏡等方式檢測PCD刀具的性能,并與天然金剛石的相關參數進行比較,闡明了PCD刀具的優異性能。通過PCD刀具對碳化硅高比強顆粒增強鋁基復合材料的試驗,考察了切削速度對切削力、切削溫度、刀具耐用度和切削長度的影響,總結出高硅鋁基復合材料切削中的合理切削速度。指出,在一定的切削條件下,當切削速度V=30~40m/min時,可獲得良好的綜合效益。
關鍵詞 PCD 切削速度 切削性能
The Optimum Velocity of Cutting SiCp Reinforced
Aluminium Matrix Composite with PCD Tool
Zhang Wenfeng PanXiaonan
(Institute of Aseronautical Materials,Beijing)
[Abstract] The high performance of PCD tool were expounded by testing the property of PCD tool with SEM and comparison with natural diamond. Base on the test of PCD tool cutting high strength SiCp reinforced aluminum matrix composite,the influence of cutting speed on cutting force,surface roughness, tool life and the cutting length were discussed, and the optimum cutting speed in this course was summarized.It is shown that the best total efficiency can be obtained when the optimum velocity is from 30 to 40 meters per minute.
Keywords polycrystalline diamond tool cutting speed cutting performance
1 前言
隨著航空航天技術的發展,對材質輕量化、高強度的要求日益提高。高剛度、高強度顆粒增強鋁基復合材料是一種新研制出的能滿足特殊物理性能和要求的輕型合金材料,它具有高的強度、剛度和優良的高溫力學性能,但材料中含SiC成分較大,對刀具磨損有較大影響,以高速鋼和硬質合金材料為主的刀具在切削時日益暴露出不足之處。金剛石與其他材料比較,在硬度、導熱系數、熱膨脹系數和摩擦系數方面均具有不可比擬的優越性能。金剛石與各種金屬材料、非金屬材料配對摩擦的摩擦量僅為硬質合金試件的1/50~1/800[1]。極低的摩擦系數不僅可減小切削力和變形量,而且在切削時不易產生積屑瘤,從而可獲得良好的加工表面質量。
PCD(多晶金剛石)刀具是新興的超硬刀具材料,由經過精選的人造金剛石微晶體在高溫高壓下燒結而成。燒結過程中由于添加劑的加入,使金剛石晶體間的形成以TiC、SiC、Fe、Co和Ni等為主要成分的結合橋,金剛石晶體以共價鍵的結合形式牢固地嵌于結合橋構成的堅強骨架中,使PCD的硬度和韌性大大提高,所以PCD刀具有金剛石的高硬度,韌性卻比單晶金剛石高,刀片基體又有高的抗彎強度。用復合金剛石刀片進行車削加工,為碳化硅鋁基復合材料精加工提出一種新的高效加工方法[2,3]。
本文通過考察切削速度對切削力、切削溫度及刀具壽命的影響,總結出PCD刀具對切削這種材料過程中存在著合理的切削速度范圍。
2 試驗方法
試驗在CKM6132精密型車床上進行。測力時采用了Kistler測力儀、Kistler電荷放大器及SC16型光線示波器組成的測力系統。
試驗所采用的試件為航天用制件,其材料力學性能參數見表1。試驗刀具用美國通用公司生產的粗顆粒PCD復合片制成,其幾何參數及力學性能參數分別見表2和表3[2]。
表1 碳化硅鋁基復合材料的力學性能參數
Table 1 Mechanical properties of SiCp/Al Composites
|
密度g/cm3 |
硬度HB | 抗拉強度MPa | 抗壓強度MPa |
抗彎強度MPa |
| 2.76 | 137 | 317 | 470 | 95800 |
表2 PCD刀具的幾何參數
Table 2 Geometrical properties of PCD tools
| 前角 | 后角 | 主偏角 | 刀尖圓弧半徑 |
| -6° | 6° | 70° | 0.1mm |
表3 PCD刀具的力學性能參數
Table 3 Mechanical parameters of PCD tools
| 硬度HV | 抗彎強度MPa | 抗壓強度MPa | 彈性模量GPa | 熱膨脹系數10-6/°C | 導熱系數W/m。k |
| 6500~8000 | 2800 | 4200 | 560 | 1.2~4.5 | 100~109 |
試驗在CKM6132精密型車床上進行。測力時采用了Kistler測力儀、Kistler電荷放大器及SC16型光線示波器組成的測力系統。
3 切削速度對加工碳化硅鋁基復合材料的影響
3.1 切削速度對切削力的影響
圖1為采用乳化液作為切削液時切削速度與靜態力之間的關系曲線(進給量f=0.12mm/r,切削深度a=0.10mm)。從圖中可以看出,三向切削分力Fy,Fx和Fz均隨切削速度V的增大而增大,且Fy遠遠大于Fx和Fz,這與金屬切削情況截然不同,之所以出現這種情況,一般認為由于此復合材料含有較高成分的SiC,具有極高的硬度所致。另外,此復合材料的抗壓強度大于抗拉強度也導致Fy遠大于其它兩次分力。在切削過程中產生崩碎切削、且集中在刀具附近,切削與前刀面的接觸面積小,摩擦力較小,切削去除的方式是脆性斷裂,這些因素導致Fz較小。
圖1 切削速度對靜態力的影響
Fig.1 Influence of cutting speed on cutting static force
隨著切削速度的增加,材料的應變率增大,單位時間內的切削體積增大,導致切削力隨切削速度的增大而增大。
圖2所示切削速度對切削碳化硅鋁基復合材料時動態力幅值的影響,從圖中看出,切削碳化硅鋁基復合材料時,振動現象十分明顯,這是由于Fy是影響振動的主要因素,在切削復合材料時,Fy又遠大于其它兩項分力,從而導致系統產生振動。碳化硅鋁基復合材料中硬度分布不均勻,在一定程度上加劇了振動。

圖2 切削速度對動態力的影響
Fig.2 Influence of cutting speed on cutting dynamic force
3.2 切削溫度試驗結果及分析
M.Lee[4]在研究PCD刀具切削碳化硅鋁基復合材料的磨損機理時發現,PCD刀具的硬度隨溫度升高而降低,當溫度到達700℃時,PCD開始石墨化,硬度迅速下降,刀具失效,因此,復合材料切削必須嚴格控制切削溫度。一般來說,切削速度是切削溫度最主要的影響因素。在復合材料切削過程中,隨著切削速度的提高,切削溫度明顯升高,在試驗中還發現,當切削速度大于40m/min時,切削溫度達到500℃,刀具磨損加劇,已不能再繼續切削,這是由于所測溫度為距刀尖2mm以上的溫度,當測量點溫度達到500℃時,刀尖的溫度已達到700℃,PCD已開始石墨化,所以切削碳化硅鋁基復合材料時切削速度不能大于40m/min。
3.3 切削速度對刀具耐用度的影響
切削速度向來是影響刀具耐用度最主要的因素,切削碳化硅鋁基復合材料也不例外,從圖3可以看出,在雙對數坐標中,V-T在V=30~50m/min范圍內呈線性關系,而在低速(20m/min)及高速(96m/min)時均不滿足此規律,這與切削金屬時切削速度對刀具耐用度的影響規律類似。從圖中看出,刀具壽命隨著切削速度的升高急劇下降。刀具磨損主要表現為刃口上的微小晶粒在切削力作用下首先脫落,在刃口附近出現凸凹不平的脫落痕跡,形成刀具刃口磨損。由于車削碳化硅復合材料時刀具所受徑向切削力較大,碳化硅復合材料中又存在較多的碳化硅硬質相,兩者共同作用造成刀具后面磨損。刀具磨損到一定程度刃口變鈍,切削力劇增,繼續切削,則將出現刀尖崩刃,最終導致刀具報廢。
圖3 切削速度對刀具耐用度的影響
Fig.3 Influence of cutting speed on tool life
圖4和圖5分別示出在切削速度為50m/min時PCD刀具切削2min后的前后面磨損形態的掃描電鏡照片,表明刀具已發生嚴重的剝落磨損。通過上述分析,采用PCD刀具切削高硅鋁基復合材料時推薦選用30~40m/min左右的切削速度。
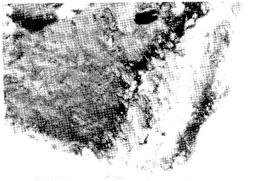
圖4 刀具前面的磨損形態 ×50
Fig.4 Wear appearance in the face
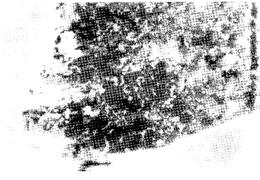
圖5 刀具后面的磨損形態 ×50
Fig.5 Wear appearance in the flank
4 切削速度的合理選擇
通過上述分析可知,加工碳化硅鋁基復合材料的切削速度存在最佳范圍。低于或高于這個范圍,刀具的壽命都會急劇降低,較低的切削速度還會導致表面粗糙度增大,圖6所示為切削速度同切削長度(L)及刀具耐用度(T)的關系。從中可以看出,當V=30~40m/min時,切削長度最長,刀具壽命也較高。此時靜態和動態力幅值也較低。盡管在這個速度下切削效率不是很高,但刀具成本、切削長度、表面粗糙度和切削力等均處于較佳狀態。因此采用PCD刀具切削碳化硅鋁基材料時,推薦的合理切削速度范圍為30~40m/min。
圖6 切削速度對切削長度、刀具耐用度的關系
Fig.6 Influence of cutting speed on
cutting tool life and the cutting length
5 結論
(1)在切削高硅鋁基復合材料時,隨著V的提高,靜態切削力增大,FyFx>Fz。振動現象較明顯,切削溫度升高,刀具磨損加劇,嚴重影響刀具壽命。
(2)PCD刀具在切削碳化硅鋁基復合材料時存在合理的切削速度范圍,較低或較高的切削速度都會顯著降低刀具耐用度,推薦采用大約在30~40m/min這一切削速度范圍,在此范圍內各項性能指標都處于較佳狀態。








 豫公網安備41019702003646號
豫公網安備41019702003646號