

 手機資訊
手機資訊 官方微信
官方微信劉松 劉云 楊輝全 李成鳳 李麗秀
成都工具研究所有限公司
摘要:工件粗糙度值先下降然后再上升、刀具使用初期有一定的崩刃率、壽命不穩定是PCD刀具使用中常見的問題。本文根據客戶實際需求,分別將PCD刀具刃口刃帶強化方案應用在鋁合金工件內孔加工中進行測試,將PCD刀具刃口鈍化強化方案應用在鋁合金高速面銑削加工中進行測試。并將結果與原PCD刀具(鋒利刃口)的數據進行比對,分析刃口強化對刀具性能的影響,指導實際的生產加工。
關鍵詞:刃口強化;刃帶;鈍化
Analyze on Influence of PCD Tool Edge Strengthening on Tool Performance
Abstract: It is a common problem in PCD tool application that the component roughness first decreases and then rises, and hence tool faces certain rate of chip off and unstable life at the early stage. According to customer’s actual requirement, this paper tested PCD tool edge strengthening scheme in the application of inner hole of aluminum alloy component. PCD tool is applied in the milling of aluminum alloy high-speed surface for test. This paper compares the data with PCD tools with sharp edge, analyzes the influence of edge strengthening on the tool performance to guide production and processing.
Key words: edge strengthening, edge, passivation
基金項目:國家科技重大專項(2019ZX04001031)
1、引言
1.1 PCD刀具使用中常見的問題
工件粗糙度值先下降然后再上升這一情況是指:在一些場合下,PCD刀具新刀上機,在刀具使用初期工件表面光潔度一般或偏差,隨著刀具使用時間的增加,工件表面光潔度反而越來越好,再繼續使用則光潔度值趨于穩定然后開始緩慢上升(見圖1)。

圖1 產品光潔度變化情況
刀具使用初期有一定的崩刃率這一情況是指:在PCD刀具使用過程中,偶有刀片在使用初期或者客戶調刀期間出現明顯的崩刃,導致刀片報廢無法。
壽命不穩定主要是指在與國外同類產品競爭時出現的幾種壽命波動情況:如同樣的工藝加工同樣的產品,國外刀具壽命穩定,國內刀具壽命波動大,壽命長的超越了進口刀具,壽命差的幾乎只有一半不到的壽命;在工況良好的情況下,與進口刀具不相上下,在工況變差的情況下與進口刀具差距逐步拉開。
1.2 PCD刀具的刃口強化
1.2.1刃帶強化:
在使用條件允許的情況下,刃帶(見圖2)是一種增強PCD刀具刃口強度的重要手段,也是目前PCD刀具制作中應用較多的手段,刃帶能在機床上直接刃磨出來,是刀具角度的一部分。有時候刃帶是作為刃口強化用,有時候加工刃帶是滿足產品工藝要求必須的手段。

圖2 刃帶示意圖
上圖中:
γ為刀具前角,
α為刀具后角,
b為刃帶。
為滿足加工工件需求,b一般為寬度為0.2~0.5mm、角度-1°~+4°的刃帶。
常用的應用有:
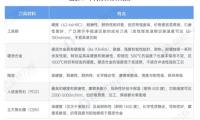
表1 PCD刀具常見的刃帶參數與應用

1.2.2鈍化強化
在PCD刀具實際應用中,有許多場合不適宜用加工刃帶的方式進行刃口的強化。這些場合都需要比較鋒利的角度刃口,一旦加工了刃帶,實際切削的后角就不能滿足需求,導致光潔度超差、粘刀、振刀、工件變形等問題。
在這種場合不能加工刃帶的場合,國內多數廠家都是在機床上刃磨出良好的刃口品質(光潔度好、崩缺低、圓弧標準飽滿、齒形滿足要求)即可,然后交付客戶使用。這時上文中PCD刀具使用中的3個常見的問題就容易出現在客戶現場。
針對不能采用刃帶強化的場合,本文探索PCD刃口鈍化的方式來強化刃口。我們將分別列舉“刃帶強化”方案應用在鋁合金工件內孔加工中的表現以及“刃口鈍化強化”方案應用在鋁合金高速面銑削加工中的測試情況,分析PCD刀具刃口強化對刀具性能的影響。
2、PCD刃口強化的實際測試
2.1“刃帶強化”方案應用在鋁合金工件內孔加工
工況及加工參數與產品要求:工件孔徑φ32mm,深度40mm,鏜刀頭轉速2000轉/分,進給0.05mm/轉,切深0.15mm。要求產品表面光潔度優于Ra0.5(Ra≤0.5)
刀片1:CCGT09T304-PCD 標準型 鋒利刃口,無刃帶;
刀片2:CCGT09T304-PCD 標準刀片的基礎上加工刃帶,角度1.5°,寬度0.2mm。
刀片1表現:
新刀片上機后,光潔度全部介于Ra0.4~0.5,偏上差,但是尚可接受。使用一段時間后(加工工件400-500件后),光潔度反而變好,大致Ra0.3~0.35,然后隨著加工數目的上升,光潔度緩慢上升,刀具可以穩定的加工到接近10000件的總壽命,之后工件光潔度超差無法繼續使用。
但是,100片刀片中平均有2-3片刀片壽命只有不到1000件,工件光潔度超差,無法使用,取下檢測刀尖崩口;另有約5片刀片壽命只在6000余件后光潔度超差,無法使用。
使用情況:
1)刀具壽命不穩定,好的有10000件的壽命,甚至更高點兒,但是差的只有6000件,個別1000件壽命,波動大。
2)當刀具使用到400-500件的壽命的時候,工件孔徑會變小,有時候會超出工件的公差,導致廢品,需要在此階段適當調刀,現場操作者對此有一定的意見。
刀片2表現:
新刀片上機后,光潔度大致Ra0.31~0.35,滿足工件要求。使用一段時間后(加工工件400-500件)光潔度基本無變化,繼續加工,隨著加工數目的上升,光潔度緩慢上升,刀具可以穩定的加工到接近9500件的總壽命。
有1片在加工過程中崩刃提前停止使用,加工工件300件。其余刀片壽命穩定在9500件左右。
使用:
1、刀具壽命穩定性提高,工人接受度高,生產節奏可控。
2、光潔度不像以往的“先降、再緩慢上升”,而是從一個較好的光潔度值逐步緩慢上升,無需再在加工四五百件工件后檢測工件尺寸是否超差。
2.2“刃口鈍化強化”方案應用在鋁合金高速面銑削加工中
工況及加工參數與產品要求:工件:鋁合金大板(3600×1570mm)、加工參數:線速度約3200米/分 (刀盤直徑φ2820mm,轉速:320~400轉/分), 切深0.05mm。(圖3)

圖3:鋁合金工件
采用PCD修光刀片,關鍵尺寸R275、后角15°、材質CMX850,(圖4):

圖4 PCD修光刀片圖紙
客戶要求:
銑削板面的光潔度優于Ra0.4μ、表面檢視無異常、壽命接近進口刀具(800平方米/刃)。
未鈍化前的情況:
刀具按圖紙要求加工,刃口為精磨刃口,符合設計要求(圖5):

圖5 未鈍化的鋒利刃口
客戶反饋數據:
?刀具正常時能滿足壽命需求,個別刀具還可以保證1000㎡的銑削量(進口刀具較穩定,基本都處于8000㎡的水平);
?但是有部分刀具在調試階段與使用初期會出現崩刃(進口刀具幾乎無此問題)(見圖6);
?刀盤傳動系統不穩定時壽命減半;
?刀具新上機時候光潔度接近上限,需使用一段時間降低,然后再緩慢上升,穩定磨損,并且粗糙度儀測出的波形(圖7)起伏較大(進口刀片則是一開始最低,然后緩慢上升,穩定磨損,粗糙度儀測出的波形平穩(圖8));

圖6 調試導致的崩刃

圖7 新刀上機的波形與工件Ra值

圖8 進口刀具新上機波形與工件Ra值
情況分析:
經檢測目前的刀具刃磨質量已經符合要求,刃口光潔度與進口刀具不相上下,各個已知環節也能很好的保證。
分析客戶反饋的信息(調試階段異常崩刃,以及壽命不穩定等情況)判斷,疑是刀具刃口(刀尖位置)強度不如進口刀具,所以容易出現上述結果:
一旦在調試初期或者在使用初期出現崩刃則導致刀具報廢,如在初期出現微崩,則微崩區會隨著使用逐步擴大最后導致光潔度提前超差,體現結果就是壽命不穩定。
如果在調試期與初期刀具未崩刃,則鋒利的刀尖得以保留,進入到后續的加工中,初始刀具非常鋒利對工件擠壓較小,光潔度偏差,但是隨著初期磨損,光潔度回落,進入穩定磨損期,刀具磨損緩慢,壽命滿足要求甚至超過了進口產品。
改進思路:
?參考CBN刀具的思路,對刀尖進行毛刷鈍化,鈍化值0.01mm(圖9);

圖9 鈍化0.01mm后的刃口
?根據分析結果,認為太鋒利的PCD刀具在調試期,初期磨損期有一定的崩刃的概率,思路為模擬刀具的磨損情況,將PCD銑刀片預鈍化,讓刀具直接進入正常磨損期(圖10),以犧牲一定的壽命來換取穩定性。

圖10 刀具磨損示意圖
通過研究進口刀具的刃口微觀形貌、分析我方刀具在使用50-100㎡后的刀具刃口磨損情況,再根據現有的鈍化手段,制定了鈍化方案2(圖11):

圖11 刃口鈍化示意圖
即:
如圖11在前刀面上形成鈍化帶①,角度與前刀面呈-1~-2°夾角,寬度<100μm;
在后刀面上形成鈍化帶②,角度與后刀面呈-1~-2°夾角,寬度<200μm;
鈍化帶①②的交界刃口形成R<10μ的鈍圓;
刃口形貌如圖(圖12、圖13):

圖12 前刀面與刀尖的鈍化帶

圖13、后刀面與刀尖的鈍化帶②與R0.005mm
兩種方案的刀具產品交客戶驗證,結果如下:
表2 試驗結果

3、結語
兩次測試的結果表明:
在刃口角度允許的條件下,刃帶強化能提高刃口強度、降低崩刃率、穩定產品光潔度。雖然犧牲了約5%的刀具壽命,但是穩定性的提升帶來了用戶的認可;
在高速銑削的場合,用刃口鈍化強化的方式,也提高了刃口強度,降低了崩刃率,提高了PCD刀具的綜合性能,但是需注意選取合適的鈍化方式與參數。
可見,PCD刀具由于其自身極佳的耐磨性與高硬度,刃口的磨損緩慢,在理想條件下使用能實現超長壽命的加工。但是由于其自身的脆性會導致刀具在使用前期一定的崩刃率,從而影響整體壽命的穩定。通過上述測試,可以看出對于要求較高PCD刀具仔細研究其使用、磨損、失效形式,通過對比分析,有針對性的對刃口進行強化處理是提高其穩定性的重要手段。
參考文獻
[1] 羅西,PCD刀具鈍化及對車削鋁合金表面粗糙度的影響-工具技術-2016,50(5):17-20.
[2]邢韜、鋁合金缸體PCD銑削刀具鈍化應用-內燃機-2016(5)19-21.
[3] 劉海濤,刃口鈍化對PCBN刀具切削性能影響的研究[J].工具技術-2011,45(4):29-32
[4]祁瑞廣。發動機用刀具鈍化機的研發與應用[D].吉林大學.2008
[5]邵光鵬,刀具鈍化對銑削GH4169表面粗糙度的影響[J].航空精密制造技術.2013.49(2):1-3
作者:成都工具研究所有限公司超硬工具部 劉松








 豫公網安備41019702003646號
豫公網安備41019702003646號