

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 申請(qǐng)?zhí)枺?01510912004.1申請(qǐng)人:泰安啟程車輪制造有限公司發(fā)明人:孫波聶兆軍秦法柱王岱亮王波摘要:一種用于輪轂表面加工的精銑刀具和方法,包含有具有刀體(1)的精銑刀具本體...
申請(qǐng)?zhí)枺?01510912004.1申請(qǐng)人:泰安啟程車輪制造有限公司
發(fā)明人:孫波 聶兆軍 秦法柱 王岱亮 王波
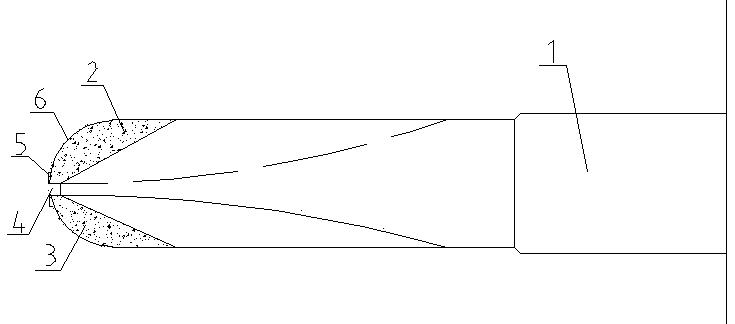
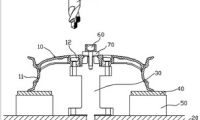
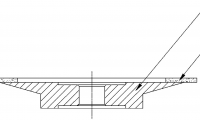
摘要:一種用于輪轂表面加工的精銑刀具和方法,包含有具有刀體(1)的精銑刀具本體、設(shè)置在刀體(1)的切削端面部上并且具有排削通道的金剛石刀刃本體,通過金剛石刀刃本體對(duì)輪轂表面進(jìn)行的擠壓加工,在輪轂表面形成光亮面,通過金剛石刀刃本體的排削通道散熱作用,防止切削屑因高溫與金剛石刀刃本體粘接,不再使用切削液,因此降低了加工成本和安全性能。
2.根據(jù)權(quán)利要求1所述的用于輪轂表面加工的精銑刀具和方法,其特征是:按照對(duì)輪轂表面進(jìn)行球頭刀刃擠壓加工的方式設(shè)置金剛石刀刃本體的形狀。
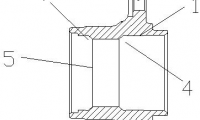
3.根據(jù)權(quán)利要求1所述的用于輪轂表面加工的精銑刀具和方法,其特征是:金剛石刀刃本體設(shè)置為包含有金剛石刀刃Ⅰ(2)和金剛石刀刃Ⅱ(3),在刀體(1)的切削端面部設(shè)置有金剛石刀刃Ⅰ(2)和金剛石刀刃Ⅱ(3)并且金剛石刀刃Ⅰ(2)和金剛石刀刃Ⅱ(3)設(shè)置為間隙式分布,金剛石刀刃Ⅰ(2)和金剛石刀刃Ⅱ(3)的組合體設(shè)置為圓球體的一部分。
4.根據(jù)權(quán)利要求3所述的用于輪轂表面加工的精銑刀具和方法,其特征是:刀體(1)設(shè)置為條狀體。
5.根據(jù)權(quán)利要求3所述的用于輪轂表面加工的精銑刀具和方法,其特征是:金剛石刀刃Ⅰ(2)和金剛石刀刃Ⅱ(3)分別設(shè)置為包含有刃口部(5)和排削部(6)并且排削部(6)設(shè)置為與刃口部(5)相互聯(lián)接,刃口部(5)的橫向輪廓線設(shè)置為倒L字形并且排削部(6)的橫向輪廓線設(shè)置為弧線,排削部(6)的弧線設(shè)置為與刃口部(5)的倒L字形的一端端線連接延伸分布。
6.根據(jù)權(quán)利要求3所述的用于輪轂表面加工的精銑刀具和方法,其特征是:金剛石刀刃Ⅰ(2)的刃口部(5)與金剛石刀刃Ⅱ(3)的刃口部(5)設(shè)置為相對(duì)應(yīng)分布并且在金剛石刀刃Ⅰ(2)的刃口部(5)與金剛石刀刃Ⅱ(3)的刃口部(5)之間設(shè)置為分布有敞口式凹槽(4),敞口式凹槽(4)的一個(gè)側(cè)壁設(shè)置為與刀體(1)的中心線重合分布并且敞口式凹槽(4)設(shè)置為沿刀體(1)的切削端面部貫通延伸分布。
7.根據(jù)權(quán)利要求6所述的用于輪轂表面加工的精銑刀具和方法,其特征是:敞口式凹槽(4)的輪廓線設(shè)置為矩形并且敞口式凹槽(4)的寬度設(shè)置為0.8-1mm、深度設(shè)置為1.2-1.5mm。
8.根據(jù)權(quán)利要求3所述的用于輪轂表面加工的精銑刀具和方法,其特征是:金剛石刀刃Ⅰ(2)和金剛石刀刃Ⅱ(3)分別設(shè)置為分體式并且金剛石刀刃Ⅰ(2)的分體部和金剛石刀刃Ⅱ(3)的分體部設(shè)置為相互交錯(cuò)分布。
9.根據(jù)權(quán)利要求6所述的用于輪轂表面加工的精銑刀具和方法,其特征是:敞口式凹槽(4)設(shè)置為分體式凹槽體并且敞口式凹槽(4)設(shè)置為包含有上下兩槽體,敞口式凹槽(4)的上下兩槽體的側(cè)面部分別設(shè)置為圓柱體的一部分。
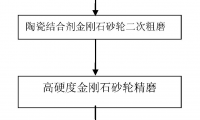
10.一種用于輪轂表面加工的精銑方法,其特征是:其步驟是: 按照轉(zhuǎn)速S6500-7500r/mm、粗銑進(jìn)給率F800-1200mm/r、調(diào)速百分比130-150%和層深0.5MM-0.8MM,用鎢鋼銑刀對(duì)所要輪轂的銑亮的部位先粗銑一遍; 按照轉(zhuǎn)速S6500-7500r/mm、粗銑進(jìn)給率F1420-1440mm/r、調(diào)速百分比130-150%和層深0.1MM-0.2MM,用精銑刀具對(duì)所要輪轂的銑亮的部位第一次精銑一遍; 按照轉(zhuǎn)速S6500-7500r/mm、粗銑進(jìn)給率F1460-1480mm/r、調(diào)速百分比130-150%和層深0.02MM-0.0.03MM,用精銑刀具對(duì)所要輪轂的銑亮的部位第二次精銑一遍。










 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)