

 手機資訊
手機資訊 官方微信
官方微信摘要 申請?zhí)枺?01410559676.4申請人:四川川慶石油鉆采科技有限公司發(fā)明人:姚建林李巍李勇馮明付曉平劉志鵬何超胡畔劉彬李偉成&n
申請?zhí)枺?01410559676.4申請人:四川川慶石油鉆采科技有限公司
發(fā)明人:姚建林 李巍 李勇 馮明 付曉平 劉志鵬 何超 胡畔 劉彬 李偉成
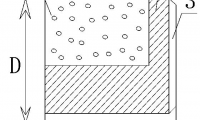
摘要: 本發(fā)明公開了一種雙切削金剛石孕鑲塊的制造方法,燒結(jié)層通過熱壓浸漬燒結(jié)工藝將金剛石顆粒包鑲在孕鑲結(jié)塊表面;其中燒結(jié)層組份的質(zhì)量百分比包括:碳化鎢30%-55%,硬質(zhì)合金10%-20%,鎳5%-12%,錳3%-12%,銅合金17%-36%;熱壓浸漬燒結(jié)工藝包括:將天然金剛石顆粒、燒結(jié)層粉末和孕鑲結(jié)塊放入石墨模具。加熱并施加壓力,加熱時的升溫速度為80-120℃/min,施加壓力為12-18Mpa。當(dāng)溫度升至900-1100℃時,在壓力下保溫250-350秒。在壓力下冷卻至700-750℃,冷卻時的降溫速度為150-180℃/min。無壓下冷卻至室溫,冷卻時的降溫速度為150-180℃/min。通過熱壓浸漬燒結(jié)工藝將有序排列的孕鑲結(jié)塊與天然金剛石顆粒緊固的粘結(jié)與一體,形成了雙層切削結(jié)構(gòu)的有機結(jié)合體,達到雙層、階梯切削的目的。
主權(quán)利要求:1.一種雙切削金剛石孕鑲塊的制造方法,燒結(jié)層(2)通過熱壓浸漬燒結(jié)工藝將天然金剛石顆粒(1)包鑲在孕鑲結(jié)塊(5)表面;其中燒結(jié)層(2)組份的質(zhì)量百分比包括:碳化鎢30%-55%,硬質(zhì)合金10%-20%,鎳5%-12%,錳3%-12%,銅合金17%-36%;熱壓浸漬燒結(jié)工藝依次包括:①.將天然金剛石顆粒(1)、燒結(jié)層(2)粉末和孕鑲結(jié)塊(5)放入石墨模具對應(yīng)位置;②.加熱并施加壓力,加熱時的升溫速度為80-120℃/min,施加壓力為12-18Mpa;③.當(dāng)溫度升至900-1100℃時,在壓力下保溫250-350秒;④.停止加熱,進行冷卻操作;⑤.在壓力下冷卻至700-750℃,冷卻時的降溫速度為150-180℃/min;⑥.在無壓下冷卻至室溫,冷卻時的降溫速度為150-180℃/min;⑦.加工完成,從石墨模具中取出。
2.如權(quán)利要求1所述雙切削金剛石孕鑲塊的制造方法,其特征在于:所述 燒結(jié)層(2)組分的質(zhì)量百分比包括:碳化鎢40%,硬質(zhì)合金15%,鎳8%, 錳7%,銅合金30%。
3.如權(quán)利要求1所述雙切削金剛石孕鑲塊的制造方法,其特征在于:所述 熱壓浸漬燒結(jié)工藝依次包括: ①.將天然金剛石顆粒(1)、燒結(jié)層(2)粉末和孕鑲結(jié)塊(5)放入石墨模 具對應(yīng)位置; ②.加熱并施加壓力,加熱時的升溫速度為100℃/min,施加壓力為15Mpa; ③.當(dāng)溫度升至980℃時,在壓力下保溫300秒; ④.停止加熱,進行冷卻操作; ⑤.在壓力下冷卻至720℃,冷卻時的降溫速度為170℃/min; ⑥.在無壓下冷卻至室溫,冷卻時的降溫速度為170℃/min; ⑦.加工完成,從石墨模具中取出。
4.如權(quán)利要求1所述雙切削金剛石孕鑲塊的制造方法,其特征在于:所述天 然金剛石顆粒(1)包鑲在孕鑲結(jié)塊(5)表面,將天然金剛石顆粒(1)作為第 一切削元件,孕鑲結(jié)塊(5)為第二切削元件。
5.如權(quán)利要求1所述雙切削金剛石孕鑲塊的制造方法,其特征在于:所述 孕鑲結(jié)塊(5)為金剛石顆粒(4)有序排列在胎體(3)內(nèi)。








 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號