

 手機資訊
手機資訊 官方微信
官方微信
摘要:主要介紹了涂層硬質合金的性能、類別和涂層工藝,并列出一些試驗數據。
關鍵詞:硬質合金;涂層刀片;切削刀具
1 概述
通過化學氣相沉積(CVD)等方法,在硬質合金刀片的表面上涂覆耐磨的TiC或TiN、HfN、Al2O3等薄層,形成表面涂層硬質合金。這是現代硬質合金研制技術的重要進展。1969年,西德克虜伯公司和瑞典山特維克公司研制的TiC涂層硬質合金刀片初次投入市場。1970年后,美國、日本和其他國家也都開始生產這種刀片。三十余年來,涂層技術有了很大的進展。涂層硬質合金刀片由第一代、第二代已發展到第三代、第四代產品。
涂層硬質合金刀片一般均制成可轉位的式樣。用機夾方法裝卡在刀桿或刀體上使用。它具有以下優點:
1)由于表層的涂層材料具有極高的硬度和耐磨性,故與未涂層硬質合金相比,涂層硬質合金允許采用較高的切削速度,從而提高了加工效率;或能在同樣的切削速度下大幅度地提高刀具耐用度。
2)由于涂層材料與被加工材料之間的摩擦系數較小,故與未涂層刀片相比,涂層刀片的切削力有一定降低。
3)涂層刀片加工時,已加工表面質量較好。
4)由于綜合性能好,涂層刀片有較好的通用性。一種涂層牌號的刀片有較寬的適用范圍。
2 涂層工藝
硬質合金涂層最常用的方法是高溫化學氣相沉積法(簡稱HTCVD法),是在常壓或負壓的沉積系統中,將純凈的H2、CH4、N2、TiCl4、AlCl3、CO2等氣體或蒸氣,按沉積物的成分,將其中的有關氣體,按一定配比均勻混合,依次涂到一定溫度(一般為1000℃~1050℃)的硬質合金刀片表面,即在刀片表面沉積TiC、TiN、Ti(C,N)或Al2O3或它們的復合涂層。反應方程式概括如下:
TiCl4+CH4+H2→TiC+4HCl+H2
TiCl4+½N2+2H2→TiN+4HCl
TiCl4+CH4+½N2+H2→Ti(C,N)+4HCl+H2
2A1Cl3+3CO2+3H2→Al2O3+3CO+6HCl
用PCVD(等離子體化學氣相沉積)法在硬質合金刀片表面進行涂層也得到應用,因涂層工藝溫度較低(700°~800°),故刀片的抗彎強度降低的幅度較小,對銑刀片比較適宜。
涂層前,基體刀片表面須凈化,切削刃部位應鈍化。涂層后,因涂層材料與基休材料的線膨脹系數存在差異,故涂層刀片表面不可避免地產生殘余張應力而使刀片抗彎強度降低。通常用TiC薄層先涂在基體表面上,因TiC的線膨脹系數與基體材料最接近;外面再涂TiN、Al2O3等。過去,單涂層材料均用TiC,雙層涂層材料多用TiC/TiN、TiC/Al2O3等,三層涂層材料多用TiC/Ti(C,N)/TiN、Tic/Al2O3/TiN等。近年,隨著基體材料的改進,涂層材料也有用TiN墊底的,即TiN/TiC/TiN等涂層材料還有HfN、MoS2等。
3 國內研制涂層硬質合金情況
國內研究硬質合金CVD涂層技術并研制刀片,從70年代初就開始了,但真正形成生產能力并大量推廣應用還是80年代的事。1983年,株洲硬質合金廠從瑞士Bernex公司引進了HTCVD涂層爐及精磨、刃口鈍化等配套設備,生產了CN系列和CA系列的涂層硬質合金刀片,基體刀片采用國產牌號(見表1)。稍后,該廠又從瑞典Sandvik公司引進了設備和涂層技術,生產了YB系列涂層硬質合金刀片,基體則采用特殊專用材料(表2)。其中YB120、 YB320是銑削牌號,其他主要用于車削加工。

近年,自貢硬質合金廠推出了牌號為ZC21的涂層刀片。它的基體為具有梯度結構的材料,涂層材料為TiC/TiN,密度為13.0~14.0g/cm3,抗彎強度≥1.6GPa,可用于間斷切削,亦可用于連續切削。
4 涂層硬質合金刀具應用范圍
由于經過涂層工藝,基體刀片的韌性和抗彎強度不可避免地有所下降,加上涂層材料的化學性質等原因,故涂層硬質合金刀片仍只有一定的適用范圍。它可以用于各種碳素結構鋼、合金結構鋼(包括正火和調質狀態)、易切鋼、工具鋼、馬氏體不銹鋼和灰鑄鐵的精加工、半精加工以及較輕負荷的粗加工。涂層刀片最適用于連續車削,但在切深變化不大的仿形車削、沖擊力不太大的間斷車削及某些銑削工序中亦可采用。近年在切斷、車螺紋中也已使用涂層刀片。但是,TiC和TiN涂層刀片不適宜于加工下列材料:高溫合金、鈦合金、奧氏體不銹鋼、有色金屬(銅、鎳、鋁、鋅等純金屬及其合金)。沉重的粗加工,表面有嚴重夾砂和硬皮的鑄件的加工也不宜使用涂層刀片。
5 切削實驗
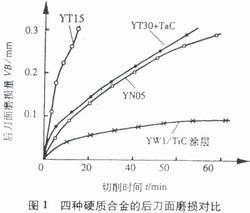
涂層硬質合金刀片表面有TiC、TiN、Ti(C,N)、Al2O3等硬度甚高的薄層,故耐磨性極強:作者曾用HTCVD法TiC單層涂層的WC基硬質合金刀片為基體的YW1/TiC,與未涂層的WC基合金YT15、YT30+TaC、TiC基合金YN05,進行車削對比。工件材料為60Si2Mn(凋質高強度鋼,HRC40),切削用量αp =0.5mm,f=0.2mm/r,ν=115m/min。刀具幾何參數γ0=4°,α0=8°,κr =45°,λs =-4°,rE =0.8mm。分別測量車刀的后刀面磨損VB與前刀面月牙洼磨損KT,得到的刀具磨損曲線如圖1、圖2所示。可以看出,YW1/TiC涂層刀片的耐磨性不僅遠高于YT15 (P10),而且也高于YT30+TaC、(P01),甚至還高于TiC基合金YN05(P01);而且抗月牙洼磨損的耐磨能力尤為顯著。

作者又用YW3硬質合金刀片為基體,在某研究院的HTCVD涂層爐中,涂上單層、雙層、三層的涂層材料,形成三種涂層刀片;YW3/TiC, YW3/TiC/TiN,YW3/TiC/Ti(C,N)/TiN。連同基體硬質合金YW3,一同車削60Si2Mn鋼(HRC40)。切削用量αp =0.5mm,f=0.2MM/r,ν=150m/min,刀具幾何參數γ0=4°,α0=8°,κr =45°,λs =4°,rE =0.8mm。所得的后刀面磨損曲線見圖3。涂層刀片的耐磨性遠高于未涂層刀片YW3;不同層數的涂層刀片,其耐磨性亦有一定差別,涂三層的領先,涂二層的次之.涂單層的更次之,但差別不是太大。
.jpg)
作者又用PVD(物理氣相沉積)涂層工藝,在YT15(P10)硬質合金刀片基體上涂覆TiC,然后車削60Si2Mn鋼(HRC40),與YT15刀片進行車削對比。切削用量αp =1mm,f=0.2mm/r,ν=115m/min。刀具幾何參數γ0=4°,α0=8°,κr =45°,λs=4°,rE =0.8mm。所得的后刀面磨損曲線見圖4。可以看出,PVD涂層硬質合金刀片的使用效果亦佳。PVD涂層溫度低,有利于降低硬質合金涂層刀片的表面殘余應力;但PVD涂層與基體間的結合強度稍遜于CVD工藝。隨著PVD工藝方法的進步,近年來應用已日趨廣泛。

涂層刀片的切削力小于未涂層刀片,因刀—屑間摩擦系數減小。實驗表明,P類硬質刀片涂TiC后切鋼,主切削力Fc約可減小3%~4%(與未涂層刀片比),涂TiN或TiC/TiN,主切削力Fc約可減小6%~9%。Fp與Ff的減小尤為顯著。Al2O3涂層對切削力減小的效果與TiN涂層接近。










 豫公網安備41019702003646號
豫公網安備41019702003646號