

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信
1.切割硬脆非金屬材料有哪些方法?各適用于什么范圍?
切割是加工硬脆非金屬材料應(yīng)用最廣泛的方法之一。目前主要的切割方法和它們的應(yīng)用范圍見表14-1。

2.怎樣用線鋸、帶鋸和圓鋸切割硬脆非金屬材料?
線鋸和帶鋸的切割原理,是將金屬絲或?qū)挾群苷谋′搸нm當(dāng)?shù)貜埦o,并以一定的速度和壓力,相對于切割的工件作往復(fù)運動,在切割的過程中,在金屬絲或鋼帶與工件之間不斷添加混有磨料的切削液,便可對工件進(jìn)行切割。
手動弓鋸是人工使φ0.5~0.7mm的鐵絲或鋼絲做往復(fù)運動,并在切割部位不斷澆注混有磨料的切削液,從而進(jìn)行切割。機(jī)械線鋸的金屬絲由機(jī)械傳動做往復(fù)運動的,工件做進(jìn)給運動。為了減小切口的寬度,金屬絲一般使用φ0.1~0.25mm的鎢絲或鋼絲。金屬絲的速度可高達(dá)1000m/min。磨料可根據(jù)被切工件的硬度,選用碳化硅、氧化鋁和金剛石,粒度為150號~180號,混在機(jī)油、煤油或水中使用。
線鋸和帶鋸均有單刃和多刃的切割機(jī),多刃的切割機(jī)用于成批生產(chǎn)。圖14-1是多線切割機(jī)原理示意圖。導(dǎo)線由微電機(jī)驅(qū)動,做往返運動。在工件上加適當(dāng)?shù)暮芍兀蛊渥詣舆M(jìn)給。在切割過程中,金屬絲逐漸磨損,在金屬絲傳送的過程中,有杠桿機(jī)構(gòu)控制,不斷供給新線,以防斷線。

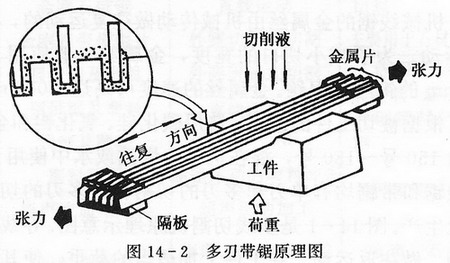
圖14-2是多刃帶鋸原理圖,鋸片用0.1~0.3mm的彈簧鋼帶,鋸片的切削刃可多達(dá)200~300個。切割效率較高,發(fā)熱量少,被切割表面質(zhì)量好,工件變形小。要求在鋸片安裝時有較高精度,否則影響工件的平行度和平面度。
圓鋸切割的原理與線鋸和帶鋸的原理基本相同。圓鋸的鋸片材料是低碳鋼或銅的薄片,厚度為0.8~1.5mm,直徑為200~300mm。切削速度為150~400m/min,在切割區(qū)要充分供給混有磨料的切削液。磨料一般選用80~100粒度號的碳化硅或碳化硼,將它與水或油混合使用。為了提高粘度,可在切削液中加些粘土。切削液可以澆注,也可以浸在切削液中切割。圓鋸盤的線速度不高,切割效率較低,適用于小批量生產(chǎn)。
3.怎樣用金剛石鋸片切割硬脆非金屬材料?
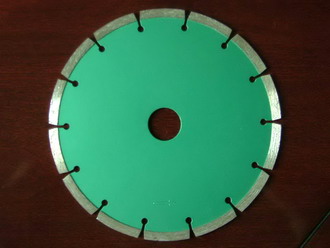
金剛石鋸片的切割原理與金剛石磨輪磨削原理相同。它分外圓切割和內(nèi)圓切割兩種。它是將一定粒度的金剛石粉,電鍍或燒結(jié)在高強(qiáng)度合金鋼圓片上,如圖14-3和圖14-4所示。

(1)外圓切割:外圓切割所用金剛石鋸片的結(jié)構(gòu)如圖14-3所示,直徑為φ50mm~φ400mm,鋸片厚度為0.15~1.5mm。切割速度為28~40m/s左右。工件用機(jī)械夾緊或粘結(jié)劑(松香、蟲膠和瀝青等的混合劑)固定在襯板或夾具上。利用重錘或液壓、氣壓實現(xiàn)自動進(jìn)給。外圓切割主要用于玻璃(液晶元件用的基片、棱鏡等)、石英玻璃、陶瓷材料和鐵氧體的切割。對于石材等具有特殊需要的切割,金剛石鋸片可以特制,厚度增大,最大直徑可達(dá)4m。

(2)內(nèi)圓切割:內(nèi)圓切割用的金剛石鋸片如圖14-4所示。目前我國生產(chǎn)有φ50mm、φ75mm、φ100mm、φ125mm和φ150mm各種規(guī)格的鋸片和相應(yīng)的機(jī)床。鋸片厚度為0.2~0.35mm。切割速度宜在16m/s以上。內(nèi)圓切割切片的平行度和平面度可達(dá)0.01mm,最薄的切片厚度可達(dá)0.1mm。切割時,鋸片固定在機(jī)床主軸上旋轉(zhuǎn),工件用重錘或液壓、氣壓實現(xiàn)自動進(jìn)給。它主要用于切割電子工業(yè)材料,如硅片、石英振子基片、GaP、InP、GaAs、鐵氧體、藍(lán)寶石、陶瓷等各種硬脆非金屬材料。
4.用金剛石鋸片切割時必須注意哪些事項?
(1)鋸片安裝要與主軸同軸,張緊力要適當(dāng),不能過緊也不能過松。
(2)鋸片回轉(zhuǎn)要平穩(wěn),不得有振動。
(3)開始切割前必須先使鋸片轉(zhuǎn)動,等達(dá)到正常速度后,方可開始進(jìn)給。注意不要在工件傾斜面切割,以免使鋸片變形或損壞。
(4)切割時必須使用切削液,進(jìn)行充分冷卻與潤滑,防止切屑粉末堵塞鋸片,以提高鋸片的使用壽命。在可能的情況下,應(yīng)使用礦物油作切削液,以提高生產(chǎn)效率。
(5)被切割的工件,一定要安裝牢固、可靠,否則如在切割過程中松動,會引起嚴(yán)重事故。
5.用金剛石磨削硬脆材料有哪些特點?
各種硬脆材料的磨削,基本上都采用金剛石磨輪來磨削,磨削時有以下特點:
(1)法向磨削力大:磨削硬脆材料時的法向磨削力比切向磨削力大5~10倍。尤其是采用端面磨削時,它的法向磨削力比切向磨削力大30倍左右,所以要求機(jī)床要有足夠的剛度。
(2)工件材料的抗彎強(qiáng)度增高,磨削比將減小:硬脆材料的磨削比與工件材料的抗彎強(qiáng)度和組織致密度成反比。如TiC、TiN、WC—Co硬質(zhì)合金比陶瓷的抗彎強(qiáng)度高,它的磨削比將成倍減小。
(3)工件材料的硬度和臨界壓力成正比:磨削硬脆材料時,磨輪與工件之間的壓力只有超過某一臨界壓力時,磨輪才能正常磨削。
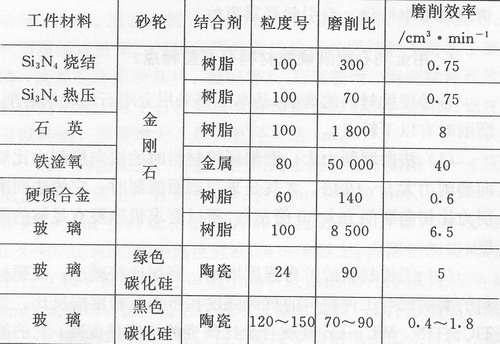
(4)各種硬脆材料的磨削性能:見表14-2。
6.磨削硬脆材料時怎樣選擇磨輪?
(1)金剛石磨料的選擇:我國生產(chǎn)的人造金剛石磨料分四種型號:人造金剛石I型,代號RVD(JR1),粒度46號~280號,主要用于制造樹脂結(jié)合劑磨具,磨削硬質(zhì)合金及硬脆非金屬材料;人造金剛石Ⅱ型,代號MBD(JR2),粒度為46號~280號,主要用于制造金屬結(jié)合劑磨具,磨削硬質(zhì)合金及硬脆非金屬材料;人造金剛石Ⅲ型,代號SCD(JR3),粒度為36號~120號,主要用于制造切割硬脆材料的工具及一般地質(zhì)鉆探的鉆頭;人造金剛石Ⅳ型,代號SMD(JR4),粒度為30號~120號,主要用于制造硬脆非金屬材料的加工及修整工具和硬地質(zhì)層鉆探的鉆頭。
(2)粒度的選擇:金剛石磨輪粒度的大小對磨削比、磨削效率和工件表面粗糙度影響很大。粗粒度磨輪,它的磨削比和磨削效率高,工件表面粗糙度也大,反之則低。一般情況下粒度的選擇是:切割時為60號~80號,精切割時為80號~240號,粗磨時為60號~120號,半精磨時為120號~180號,精磨時為240號~W40。
(3)結(jié)合劑的選擇:金剛石磨料通過結(jié)合劑固定在磨輪上,它對磨削特性有很大影響。應(yīng)根據(jù)不同的磨削對象、磨削要求、磨削方法來選擇結(jié)合劑。樹脂結(jié)合劑和金屬結(jié)合劑的磨削比,比陶瓷結(jié)合劑的磨輪高5倍以上。樹脂結(jié)合劑磨輪的磨削表面粗糙度低,而且工件棱角崩碎的情況最小。陶瓷結(jié)合劑的磨削力比其他兩種結(jié)合劑的磨輪磨削力小。
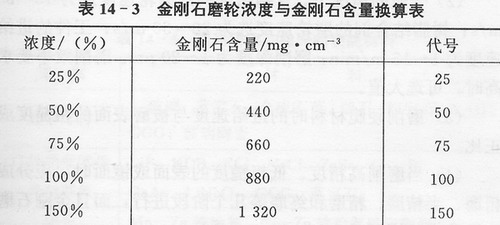
(4)濃度的選擇:金剛石磨輪的濃度,是指磨輪的金剛石層中,單位體積內(nèi)的金剛石含量。濃度與金剛石含量的換算關(guān)系見表14-3,幾種結(jié)合劑的金剛石磨輪常用的濃度見表14-4。
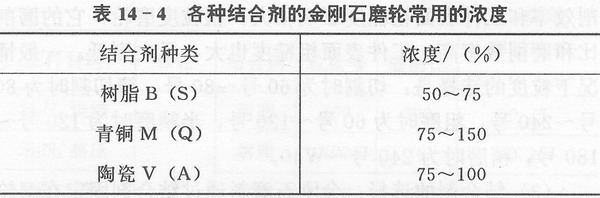
對于工作面寬的磨輪和成形磨及粗磨,應(yīng)選較高的濃度。半精磨和精磨應(yīng)選中等濃度。對于低粗糙度、高精度磨削,應(yīng)選低濃度。
7.怎樣確定磨削硬脆材料的工藝參數(shù)?
硬脆非金屬材料的力學(xué)性能差異很大,在確定磨削的工藝參數(shù)時,應(yīng)注意下列事項:
(1)磨輪的磨削速度增加,磨粒的脫落將減少,但磨損的磨粒會增加。
(2)一般的情況下,青銅結(jié)合劑的磨輪速度選為15~25m/s;樹脂結(jié)合劑的磨輪速度選為20~30m/s;工件的進(jìn)給速度為1~15m/min;磨削深度為1~20μm。磨削效率要求高時,可選大值。
(3)磨削硬脆材料時的進(jìn)給速度與被磨表面的粗糙度成正比。
(4)當(dāng)磨削高精度、低粗糙度的表面或鏡面時,應(yīng)分成粗磨、半精磨、精磨和終磨等幾個階段進(jìn)行,而且金剛石磨粒的粒度將逐漸減小。
(5)磨削硬脆材料應(yīng)使用切削液,以防止被磨下的粉狀切屑?xì)埩粼诠ぜ湍ポ啽砻嫔希鼓ポ喪ヤh銳性。一般情況下,選用水溶性乳化液或粘度低的油類。








 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號