

 手機資訊
手機資訊 官方微信
官方微信
摘要:通過粗磨粒金剛石油石普通和超聲珩磨ZrO2工程陶瓷的表面特征試驗,分析了所產生不同結果的原因,給出了普通和超聲珩磨速度對表面破碎率的影響。研究表明:隨著珩磨速度的提高,珩磨表面的破損率逐漸減小。對普通珩磨,在所給速度范圍內,整個表面的破碎點面積總和均大于被觀察表面的30%,最大的達到70%。而超聲珩磨均可獲得延性切削表面,破碎率均不大于10%,磨粒刻劃的延性痕跡十分清楚。
1 前言
工程陶瓷材料由于其良好的物理機械性能,使之在國防、軍事、航空航天、精密醫學工程、計算機工程等領域中應用十分廣闊。但是,由于這類材料本質上的易脆等特點,加工十分困難,主要問題是:為了避免表面破碎,只能采用極小的切削深度,導致零件制造成本高和生產效率低。此外,在加工后材料表面和亞表面層的微裂紋和微破碎,導致零件的可靠性很差。因此,如何提高硬脆材料的高效精密加工和加工后的可靠性,成為國際上近年來研究的重點。為了提高硬脆材料的加工效率,筆者曾在1994~1995年詳細地研究了縱向施振超聲珩磨工程陶瓷的表面特性,并給出了超聲珩磨的加工效率和被加工的表面質量。本文在上述研究工作的基礎上,主要研究粗磨粒金剛石油石超聲珩磨工程陶瓷的速度對延性切削的影響及其表面破碎的影響。
2 試驗條件和試驗結果
為了提高工程陶瓷的加工效率,筆者首先選擇粒度140#的青銅結合劑金剛石油石進行試驗。在此基礎上,選用更粗粒度80#青銅結合劑金剛石砂條進行條件相同的磨削試驗,以考察粗磨粒油石超聲延性珩磨工程陶瓷的可行性,研究工程陶瓷材料在普通和超聲珩磨方法下延性-破碎域切削的轉化特征。表1和表2給出了試驗條件和試驗材料的性能。
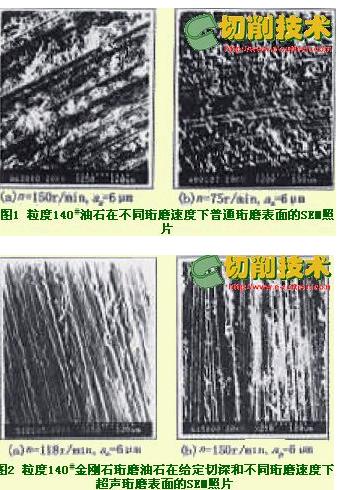
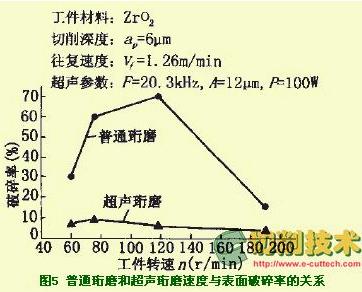
筆者進行了多種珩磨速度和切深條件下的實驗,由于篇幅所限,這里僅給出兩種珩磨速度一種切深下的加工表面電鏡觀察結果,但對其它條件下的實驗結果進行了討論。圖1給出了采用140#粒度金剛石油石珩磨氧化鋯陶瓷材料,在珩磨切深一定(ap=6微米)時,不同珩磨速度下普通珩磨的磨削表面試驗結果。圖2 給出了在上述同樣條件下,采用功率P=100W,振幅A=12~15微米,干磨削時超聲珩磨磨削表面的試驗結果。磨的磨削表面的電鏡觀察結果。
圖3和圖4給出了采用80#粒度金剛石砂輪珩磨氧化鋯陶瓷材料,在與上述相同條件下普通和超聲珩磨。
3 實驗結果分析及結論
根據李伯民、趙波所著《實用磨削技術》(機械工業出版社1996出版):在所給磨削條件下,被磨削表面的破碎面積小于被觀察表面的10%稱為延性磨削,大于10%稱為破碎域磨削。對比圖1、2和圖3、4兩種粒度和兩種珩磨方式下所獲得的結果,可以看出:不論采用140#粒度還是80#粒度金剛石珩磨油石,在相同切深下超聲珩磨的表面與普通珩磨的截然不同,主要表現在四個方面。
在與普通珩磨同樣進給切深下,超聲珩磨刻劃的溝槽比普通珩磨的要淺一些。這說明超聲珩磨時,油石的軸向振動使磨粒的實際壓入深度變得較小(而在徑向振動時磨粒的切深比普通珩磨的要大)。磨粒的壓入深度較小,導致超聲珩磨的磨削力較小。此外,在超聲珩磨時,磨粒切入材料屬于動態沖擊壓入,磨粒在相同的壓入深度下,動態壓入所需要的力只是靜態壓入的1/5,甚至更小。因此,采用超聲珩磨可以獲得較高的材料去除率。
超聲珩磨磨粒刻劃的溝槽底部較寬,其寬度近似為超聲振動的振幅,而普通珩磨的溝槽底部很窄(圖2,圖4)。普通和超聲珩磨溝槽底部的狀況,說明了珩磨時磨粒與被加工材料的瞬時接觸狀態。普通珩磨的磨削溝槽深而窄,會導致切削力增大和切削區溫度相對較高。磨削區溫度的高低,影響磨粒的切削鋒利保持性,磨削力的大小直接影響材料的去除率和表面破碎狀態。因此超聲珩磨磨削區較低的切削溫度和比普通珩磨小得多的切削力使被加工材料的強度與表面質量得到進一步改善。
超聲珩磨和普通珩磨的破碎表現形式不同。超聲珩磨表面的破碎凹坑較淺且形狀呈片狀脫落(見圖2和圖4中的破碎形式),而普通珩磨表面的破碎凹坑深且呈龜裂狀,在凹坑的周圍存在著極不規則的微臺階(見圖1和圖3普通珩磨表面的破碎形式)。這主要是超聲珩磨時,油石上所附加的軸向超聲作用不僅使磨粒切削力的合力方向發生改變(向磨粒所接觸的工件表面方向偏移),而且材料在超聲作用下產生局部塑性化,導致了超聲珩磨在與普通珩磨同樣切深下所需的法向磨削力相對變小之故。
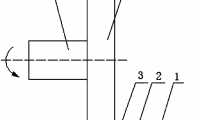
超聲珩磨的表面,破碎幾乎均產生在兩相鄰磨粒刻劃出溝槽的隆起交界處,寬而平的溝槽內破碎很少,而普通珩磨的表面,在兩磨粒刻劃的交界處及溝槽的底部,均有大量的破碎產生。分析其原因,前者是附加在磨粒上的高頻振動對磨削溝槽所隆起邊緣的不斷沖擊造成的,后者是普通珩磨時磨削力大造成的。由圖5可以看出,采用粗粒度金剛石油石進行普通珩磨,隨著磨削速度的提高,珩磨表面的破損率逐漸減小。普通珩磨在n=190r/min
以內,磨削表面均產生大面積破碎,破碎表面大于10微米,整個表面的破碎點面積總和均大于被觀察表面的30%,最大的達到70%。而超聲珩磨從60~190r/min
速度下均可獲得延性切削表面,整個表面破碎很少,破碎點數不大于10%,最大破碎凹坑面積小于8微米,延性珩磨磨粒刻劃的痕跡十分清楚。










 豫公網安備41019702003646號
豫公網安備41019702003646號