

 手機資訊
手機資訊 官方微信
官方微信摘要 摘要?非線性KDP(KH2PO4)光學晶體是唯一可用作激光約束核聚變中倍頻器件的首選晶體材料,是神光Ⅲ,神光Ⅳ激光慣性約束核聚變裝置(Inertial?Confined?Fusio...
陳禮干1,李海威1,林 冬1,李曉星1,黃田玉1,鄭 超2
(1. 福州天石源超硬材料工具有限公司,福州 350100)
(2. 中國有色桂林礦產地質研究院,桂林 541004)
摘要 非線性KDP(KH2PO4)光學晶體是唯一可用作激光約束核聚變中倍頻器件的首選晶體材料,是神光Ⅲ,神光Ⅳ激光慣性約束核聚變裝置(Inertial Confined Fusion ICF)的重要組件。但是KDP晶體本身具有硬度低、易潮解、脆性高、易開裂等一系列不利于加工的特點,成為ICF光學元件制造過程的瓶頸。福州天石源超硬材料工具有限公司主動承擔起攻關任務,另辟蹊徑,大膽創新,采用正在研發中的環形金剛石線鋸技術取代帶鋸切割技術,解決了KDP晶體切割加工過程出現晶片的裂痕問題,并研制成功懸臂式大型環形金剛石線切割機,促進我國金剛石線鋸技術獲得跨越式發展,為國防軍工做出應有的貢獻。
關鍵詞 KDP光學晶體;神光Ⅲ裝置;環形金剛石線;懸臂式大型環形金剛石線切割機
最近,我國媒體不斷曝光神光Ⅲ激光慣性約束核聚變裝置(Inertial Confined Fusion,ICF),如圖1所示的試驗成果和威力。神光Ⅲ投入運行,標志著我國成為繼美國之后第二個具備獨立研制、建設新一代高功率激光驅動器能力的國家,使我國在這一領域進入了世界先進行列。神光Ⅲ裝置宏偉的科學工程集聚了我國眾多的行業先進技術,是我國綜合國力不斷提高的具體體現,也能代表一個國家在這一領域的科技水平。它的研制對我國其它相關科學技術還有著重大的帶動和引領作用。它帶動了我國材料科學、精密加工與光學金剛石飛刀研磨技術、金剛石線鋸切割大型晶體技術等相關學科或技術的跨越式發展。而這些相關學科技術在國民經濟中的應用前景將是相當可觀的。激光裝置中用的大型KDP晶體的生長尺寸為550 mm×550 mm×650 mm,是用于激光約束核聚變中倍頻器件的首選非線性光學晶體材料,但是KDP晶體本身具有硬度低、易潮解、脆性高、易開裂等一系列不利于加工的特點,這也是ICF光學元件制造中公認的最困難的環節。隨著ICF事業的發展,國家對KDP晶體尺寸、數量和質量的要求進一步提高,而KDP晶體的易裂特性成為了制約KDP晶體向更大、更高質量發展的瓶頸,嚴重地影響后續工程的進展。2013年福州天石源超硬材料工具公司了解到現有的KDP晶體是用金剛石帶鋸切割加工,問題比較多。因此義無反顧地主動承擔起攻關任務。研制團隊經歷兩年的不懈努力,潛心研究,成功地制造出我國第一臺大型環形金剛石線切割機以及配套的超長環形金剛石線鋸。2014年底安裝在福建某研究所,使用至今,實踐表明該機性能卓越,運轉穩定。不但解決了金剛石帶鋸切割KDP晶體造成的切片裂痕甚至整個晶體磞裂的問題,而且大幅提高了切割效率。原來24 h才能切一片,還在擔憂出現裂痕。現在只要3 h即可切一片,不但切面平整光滑沒有裂痕,而且每塊晶體還能多切一片。基本上解決了多年來困擾ICF裝置中激光非線性KDP光學晶體的切割加工難題,為后續加工掃清障礙,為國防軍工的神光Ⅲ,神光Ⅳ宏偉工程作出應有的貢獻。

圖1 央視發布的神光Ⅲ裝置
1、環形金剛石線鋸切割技術是大型KDP晶體切割的最佳選擇
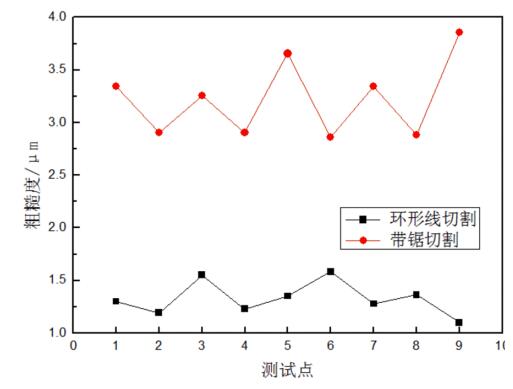
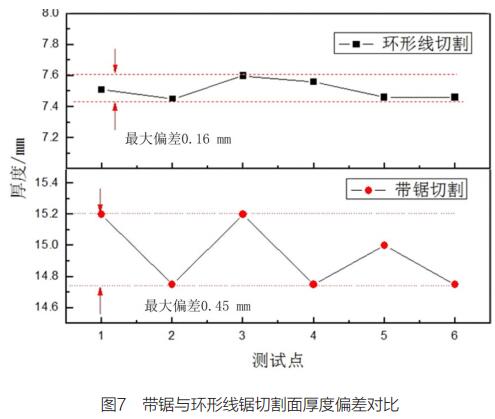
利用我們已研制成功的立式機對KDP晶體進行大量的切割試驗。見圖2所示。但試驗晶體尺寸均小于300 mm×300 mm,切片數量超過150片,經過大量的正交試驗和合理的工藝調整,在線鋸切割過程,已基本不再產生裂痕現象,切割效率卻大大提高,達到5 mm/min以上,且切面光滑,粗糙度Ra<1.8 μm,切片厚度誤差(TTV)從0.45 mm降到0.16 mm。意想不到的效果,增強了我們直接啟動大型環形金剛石線切割機研制的信心。首先,我們在環形線鋸上做足功夫。重新設計鍍槽,合理布置節點,根據晶體材料特性,以避免產生裂痕為目標,選擇金剛石配比,多次試驗新的電鍍工藝。為了可靠起見,還專門制造一臺試驗臺,試驗超長的環形線的運動平穩性,尋找最佳切割線速度等性能。見圖3所示。我們在涉及到環形線運轉穩定的各個環節進行精細的改進,除線本身之外,還包括4個導輪的精密加工和動平衡、精密軸承選擇、低摩擦特殊密封結構的設計研制等等均進行精細的反復改進和試驗。通過一系列的試驗和改進,超長環形金剛石線鋸的制作和性能有了一定的把握,才開始投入大型切割機的結構設計。

圖2 立式機晶體切割試驗

圖3 長環形線試驗臺
根據現有晶體規格以及未來的發展,要求切割機切割寬度為1000 mm,進給行程為1000 mm。現有國產金剛石線鋸機都是小型號,而且為單長線、往復雙向切割,線速度低。由于機架用型鋼焊接,微小的變形都會影響切割精度。考慮再三,決定選用大型懸臂機床結構,立柱、橫梁和滑臺機座全用鑄鐵件,按精密機床要求,委托專業廠家加工、安裝、調試。這首先保證了線鋸切割運行過程的穩定性,其次提供較高的切割精度,上下移動1 m,定位誤差0.02 mm,厚度誤差(TTV)<0.16 mm,充分滿足加工要求,見圖4、圖5所示。

(1)采用臥式懸臂結構設計,適合大尺寸材料切割特點,其中采用機床鑄件,立柱、橫梁和工作平臺等基礎安裝后,穩定牢靠,不產生震動。
(2)線徑小,切割力少,低應力切割,運轉穩定,切割過程不會對晶體造成破裂。
(3)性能先進,全部采用PLC控制,線速度和進給速度無級調節,切割效率是帶鋸的3倍,切縫<1mm,粗糙度Ra<1.8 μm,厚度誤差TTV<0.16 mm。這些數據是帶鋸所無可比擬的。
(4)橫梁上下行走機構配置精密滾柱直線導軌,采用伺服電機帶動新型滾珠絲杠傳動,保證在0.2~100 mm/min內調速,運行精準平穩。四導輪固定的箱體與橫梁鑄成一體,既減輕重量又保證加工的形位公差精度和導輪安裝的共面精度(申請專利內容之一)。
(5)充分滿足KDP晶體各向異性切割功能要求,很方便地操作回轉平臺傾斜和轉動一定角度,并氣壓抱緊。晶體安裝在平臺上,需經一套復雜的定向操作過程,為此,專門配置一臺伺服控制旋轉角度的轉盤,方便操作(申請專利內容之一)。
(6)該機配置的數控轉盤,還可用于410 mm×410 mm KDP晶片方板定位切邊,快捷準確。
(7)該機具備不同厚度板材的自動切割功能和斷線、故障報警,自動停車。
3、對比試驗證明該項創新的成功
設備安裝調試之后,最重要的環節是對樣品的實際切割試驗,并摸索最佳切割工藝和操作規程。為避免切割不當,造成材料浪費,先用幾塊大的廢棄晶體進行切割試驗,前后切割8片,使用φ0.65 mm環形金剛石線,線速度最后定格為32.5 m/s,進給速度從2 mm/min提升到5~10 mm/min,切片的厚度誤差<0.16 mm,切面平整光滑,粗糙度為Ra<1.6μm。試驗效果喜人,證明環形金剛石線鋸和切割機的研制是成功的。
環形線鋸與帶鋸切割效果對比如圖6、圖7所示。
4、安裝使用1年多,設備運轉正常,按時完成KDP晶片切割任務
2014年10月,該設備在某研究所安裝調試完成,正式交付有關部門投入正常的大型KDP晶體切割生產,改變了該所過去總是擔心不能按時交出合格晶片的被動局面。生產期間,軍委有關部門曾派專家組到現場考察審查,聽取研制報告,并給予了好評。從情報獲悉,美國等先進國家,生長大型KDP晶體的速度已經提升到2~3個月就能長成。我們某研究所的專家們也不示弱,近期內也一樣做到2~3個月內就能生長出一個大型晶體,該機切割過的許多晶體中,就是這種快速生長的晶體。該機的研制成功,正好迎合將來大批量、快速切割KDP晶片的需要。一部神光Ⅲ裝置需要裝600片激光裝置,今后,在飛機上、軍艦上、坦克上要裝多少這樣的先進武器,見圖8所示。相信該機經過一段時間的生產檢驗和改進之后,終會獲得上級的認可而投入批量生產,更好地為國防軍工生產服務。

圖8 軍艦上配備激光武器
(1)我國在金剛石線鋸技術方面的研究,起步較晚,以致于太陽能光伏產業盲目引進大量的游離式多片切割機,至今,國內大多數光伏企業的多晶硅切片仍然不用效率高的金剛石線鋸切片。而環形金剛石線鋸(endless wire saw)技術更是處于萌芽階段,該項技術在KDP晶體切割上的成功應用,使我國環形金剛石線鋸技術獲得跨越性的發展,進入到世界先進行列。
(2)環形金剛石線鋸大跨度切割技術將引領到多晶硅、單晶硅、藍寶石、功能陶瓷和石材復合板等諸多領域的廣泛推廣應用,前景可觀。我們已經信心滿滿地投入多晶硅截斷機、開方機和藍寶石開方機的研制。多晶硅晶錠從G5發展到G6、G7,而G6晶綻的開方跨度就需要1040 mm。至于石材復合板對剖,分片的切割寬度則需要600 mm、800 mm、1000 mm,甚至更大。
(3)大型環形金剛石線切割機的研制成功和在軍工材料切割加工中的應用是推動軍民融合深度發展的有益探索,我們雖然是民營企業,但在金剛石工具技術、人才方面有很強的優勢,充分利用這些優勢來發展軍工、尤其是精密線切割高端技術是很好的做法,這次成功的融合,應視之為典范。發達國家能這樣做,我社會主義國家更可以做到。
(4)國務院提出《2025中國制造》其核心是創新驅動,中國超硬材料企業在國際市場上,人造金剛石銷量遙遙領先。但是,相關的裝備制造水平處于劣勢,而金剛石線鋸技術的創新發展迎來重大機遇,有望沿襲國防科技成果轉化和產業化進程,推進該項技術的推廣和升級,進一步在智能化方向下功夫,使之成為軍民融合,具有自主知識產權并達到國際領先水平的高端裝備。
參考文獻
[1] 李海威, 等. 懸臂臥式環線切割機 [P]. 中國: ZL201410657163.7. 2016-04-13.
[2] 鄭萬國, 魏曉峰, 朱啟華, 等. 神光-Ⅲ主機裝置成功實現60 TW/180 kJ三倍頻激光輸出[J]. 強激光與粒子束, 2016(1): 201-202.
[3] 中物院激光聚變研究中心. 神光-Ⅲ激光裝置建設項目取得重大階段進展 [J]. 強激光與粒子束, 2011(7): 2.
[4] 葛繼強, 陳金明, 吉方, 等. KDP晶體塑性域切削技術研究 [J]. 現代制造工程, 2013(7): 133-137.
[5] 關佳亮, 汪文昌, 朱生根, 等. KDP晶體臥式飛刀切削加工表面質量影響因素及其規律的實驗研究 [J]. 制造技術與機床, 2013(8): 21-23.
[6] 趙慶超. 大口徑KDP晶體切片專用線鋸床設計 [D]. 濟南: 山東大學, 2012.
[7] 侯志堅. 環形金剛石線鋸絲制造技術及鋸切實驗研究 [D]. 濟南:山東大學, 2008.
作者簡介
陳禮干,男,1968年生,高級工程師,福州天石源超硬材料工具有限公司總經理。
(本文轉載自《磨料磨具通訊》雜志2016年第7期,更多詳細內容請關于當期雜志)








 豫公網安備41019702003646號
豫公網安備41019702003646號