

 手機資訊
手機資訊 官方微信
官方微信摘要 作者:SergejN.Grigoriev,A.A.Kutin,V.V.Pirogov摘要:本文提出了一種提高精度和縮短計算時間的方法,用于復雜刀具軌跡編程的多軸加工中心。要求復雜刀...
作者:Sergej N. Grigoriev, A.A. Kutin, V.V.Pirogov摘要:本文提出了一種提高精度和縮短計算時間的方法,用于復雜刀具軌跡編程的多軸加工中心。要求復雜刀具軌跡的一些零部件有各種各樣的渦輪葉片、壓力泵螺旋鉆和輪齒表面等。該方法依據帶有浮動范圍定義的樣條曲線解析對拓撲結構的產生進行研究分析,還可以對多軸銑削加工工藝的特殊要求進行調整。本文提出的算法是CAD/CAM軟件的基礎,可用于使用任意模型的五軸加工中心和數控編程。采用高速切削的方法和定制刀具進行加工試驗,結果表明,帶有復雜表面的零部件數控編程時間縮短了70-80%,加工時間縮短了40-50%;充分提高了加工精度。
關鍵詞:數控編程,多軸銑削,CAD/CAM軟件,加工精度
1、引言
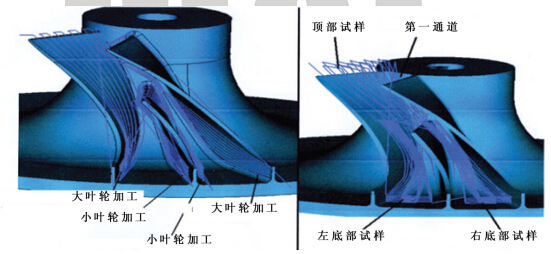
如今,計算機技術能充分提高編程速度,利用多種加工方法縮短零部件約90%的加工時間。但要實現復雜工件表面的高速多軸加工,則需要采用新的軟件。隨著更加復雜精致的產品研發,加工過程中也會出現更多技術性困難;而現有的主流算法則解決不了這些問題。例如,雙曲面渦輪機葉輪工藝(圖1)中,為了增大葉輪的輸出力,需要雙倍增加完整葉輪和截斷葉輪的數量,葉輪厚度也因此而降低。據此可知,這種葉輪的實際加工時間應該雙倍增加。但實際加工時間卻增長了近10倍。加工一個單通道原本需要1小時,但采用全新設計的方法則需要380分鐘。這是由于:
1)小直徑刀具的選用和加工把進給速度由200mm/min降低到了80mm/min。
2)由于葉輪厚度變小而所需的額外加工導致材料去除較大,進而引起零件變形。
為縮短加工時間,需要實現高速切削和多軸加工的新型工藝。研發新型數控編程,提高加工精度和刀具軌跡的計算時間。
圖1:需要改造加工的渦輪機葉輪
現代新型產品在精度和形狀復雜度方面的提高要求CAM系統五軸加工推出新的軟件。根據研究,要想提高10倍的精確度,計算時間則會增加100倍。在刀具軌跡建模中經常會出現這些問題,所以參數模型的重新計算就十分必要,而計算時間同時也很長。
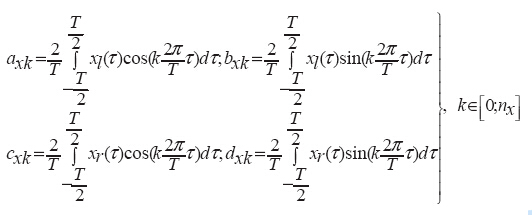
將一個曲面定義為解析樣條曲線的一般公式如下:
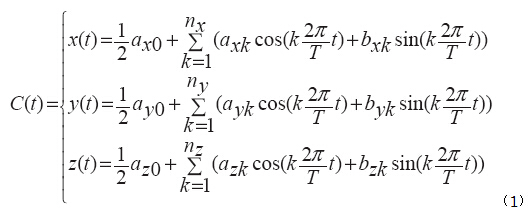
從數學模型的函數算法維護角度來分析公式1,在求得所有曲面的一般算法之后會發現,矩陣積是軟件的計算機制最為便捷的方法。因子的設置,也即矢量因子a(2)和因子b(3)的矢量可以定義為:


將公式8作為所有工件模型的曲面幾何參數的算法基礎,可以囊括一個平行模式中所有元素的解決算法。求得矢量矩陣Cc和Sc并利用它們和矢量矩陣Ac,Bc的純量乘法以及對矢量ac做出的修改,可以計算一個加工循環內的所有刀刃并同時計算所有加工循環內的刀刃。它可以實現計算結構Ac和Bc的制備工藝。基于u曲面和v曲面的表面表達如下:

其中:
3、用于刀具軌跡計算的曲面關聯的拓撲模型
刀具軌跡計算的建模集中在五軸加工工藝參數的參量問題上。在諸多金屬加工工藝中五軸銑削工藝應用占比不斷增大。但在不改變技術基礎的前提下使用單一加工裝備完成諸多加工要求則會面臨一些全新的問題。這些問題歸結為三大類:
1)實現最大加工速度,縮短加工時間;
2)降低加工過程中因中間環節的增多而引起的操作次數;
3)提高個性化定制產品的加工精度。
所有這些趨勢在工藝計劃中都應該充分的考慮到。鑒于此,創建數控編程的CAD/CAM系統應該精確地描述出工件的幾何形狀、在工件和刀具間相對位置上具備一定的靈活性,并考慮到切削工藝本身的一些特點。這種初始信息是加工建模的基礎。
伴隨復合編程T-Flex CAD/CAM10.0可以在特殊編程模塊中識別類似的任務。
下面,利用復雜空間表面(SCS)工件的數控編程為例,對參數和加工進行闡述說明,如圖2所示:
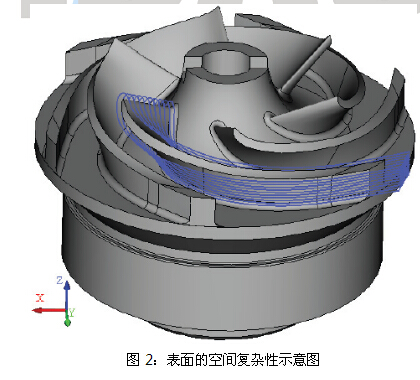
2)技術復雜性:一些零部件有表面的相對定位,會產生“陰影區”并變窄。刀具在工件表面滑動時的效應也會產生一個切削表面。鑒于此,需要設置一個刀具位置,以此來排除刀具外沿部分和其他表面的接觸。
3)幾何形狀和技術的聯合復雜性:該復雜性一方面是零部件的幾何尺寸比例(如葉輪的高度和厚度比值);另一方面是基本成形表面的轉換點沿加工表面產生的硬度不均勻分布。工件柔軟性的不同尺寸不允許切削力保持常量,進而導致切削深度和進給等技術參數也不能保持常量。因此,有必要在數控編程過程中提供持續的變量技術參數。
T-Flex CAD/CAM系統包括專業化算法,考慮了以上特征。
參量處理的初始階段是指形成刀具軌跡的每個表面定義的基礎區的計算過程。為利用這種算法,首先需要根據限制方建立一個3D輪廓,然后再進行幾何參數的數控編程。零件模型的一致性選擇和規格化指導著頂部輪廓的3D軌跡并限制著底部輪廓的3D軌跡,從而使得刀具軌跡的幾何組份得以定義。進一步的計算如下所示:
1)利用一致的表面內的軟件將表面限制至所選方法;
2)設計一個表面的等高距,利用刀具半徑求得位移;
3)求得一組刀具軌跡的閉合線圈,其中每個點沿定量組份移動,V=常量:環形或之字形;每個點以定量深度和V=V+dV的組份移動(V表示等參線)。
在加工螺旋軌跡時用該方法定義切削刀具的運動有一下優勢:
1)能夠實現連續定量的材料去除;
2)切削過程影響著加工時間。
由一個高度到另一個高度的輔助過渡被排除,無需對連接基礎幾何元素的表面進行更新。
4、五軸銑削工藝中切削刀具軌跡的計算
產生前進角的不同參量方法、產量項銑削和容許公差的參量定義等都可以歸為五軸銑削的加工特性。零件的精確幾何形狀影響切削刀具位置的正確計算。在五軸加工中要實現設備的精確調整,需要將數控編程定位在切削刀具的中心線上。
但在機床上進行加工時,表面質量取決于切削參數和刀具的角位置。算法設計的另外一個問題就是前進刀具的角度問題,它取決于機床參數。對于T-Flex CAD/CAM系統中前進角的計算,刀具傾角有以下情況:
1)前進角設定為縱向傾角,與運動方向垂直;
2)利用聚焦法來設定刀具傾角
3)前進角為雙重等距離。
該情形下,刀具的軸在兩個空間曲面的對應點上通過。
圖3:設計聚焦曲面刀具軌跡的示例圖
(詳細內容敬請點擊這里)











 豫公網安備41019702003646號
豫公網安備41019702003646號