

 手機資訊
手機資訊 官方微信
官方微信摘要 作者:ChristinaSchmitt,SvenKlein,DirkB?hre摘要:衍磨通常是精密零件生產工藝的最終步驟,對工件形狀、測量和表面質量等有著較高的標準要求
作者:Christina Schmitt, Sven Klein, Dirk Bähre
摘要:衍磨通常是精密零件生產工藝的最終步驟,對工件形狀、測量和表面質量等有著較高的標準要求,對公差也要求盡量減小。高質量衍磨工藝的關鍵是工藝的控制技術。加工過程中振動分析技術是提高改善衍磨工藝的一種新方法。有研究者將振動分析應用在磨削工藝控制中并取得研究成果。本論文建立了衍磨工藝過程中振動測量的實驗裝置并得出結論。
關鍵詞:精密加工,衍磨,振動分析,工藝監控
1、衍磨工藝
在未來,生產工程學將面臨持續優化的生產精度挑戰和生產工程學領域的科研進步挑戰。研磨加工作為光滑精確工件表面制備的一種精加工工藝,會給生產工程做出重大貢獻;衍磨便是其中技術。衍磨工件的表面是一種成品型功能性表面,高精圓筒形衍磨孔的表面質量可以達到不足1μm的尺寸和形狀精度;應用在高壓噴射泵和液壓系統的閥滑孔。
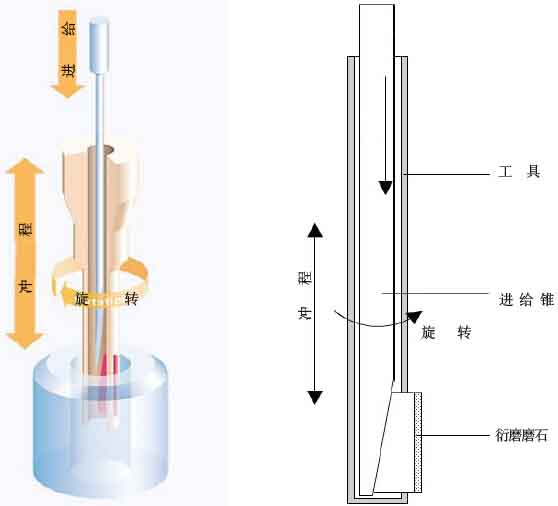
孔衍磨工藝結合三種層疊加運動:沿刀具軸的旋轉運動、沿刀具軸的振動運動和衍磨磨石的進給運動,如圖1所示。圖1中的工具為裝配了一個衍磨磨石和兩個導向石的單石衍磨頭。兩個導向石有鋪了一層磨料的鋼基構成。導向磨石更精細,濃度更高;僅用于孔內衍磨頭的導向,不用于材料去除。由于層疊加運動,衍磨磨石在工件表面留下了陰影狀圖形;這種形狀在工件相互摩擦移動時可以保持工件表面的潤滑油,如汽缸-活塞。因此,最常見的應用就是汽缸鏜衍磨。衍磨作為加工工藝的最后一步,其工藝控制對于工件需要達到高質量標準要求的測量、形狀和表面等有著重要作用。進給控制法是通過若干時間間隔利用斷續進給使衍磨磨石向外進給的一種工藝。
摘要:衍磨通常是精密零件生產工藝的最終步驟,對工件形狀、測量和表面質量等有著較高的標準要求,對公差也要求盡量減小。高質量衍磨工藝的關鍵是工藝的控制技術。加工過程中振動分析技術是提高改善衍磨工藝的一種新方法。有研究者將振動分析應用在磨削工藝控制中并取得研究成果。本論文建立了衍磨工藝過程中振動測量的實驗裝置并得出結論。
關鍵詞:精密加工,衍磨,振動分析,工藝監控
1、衍磨工藝
在未來,生產工程學將面臨持續優化的生產精度挑戰和生產工程學領域的科研進步挑戰。研磨加工作為光滑精確工件表面制備的一種精加工工藝,會給生產工程做出重大貢獻;衍磨便是其中技術。衍磨工件的表面是一種成品型功能性表面,高精圓筒形衍磨孔的表面質量可以達到不足1μm的尺寸和形狀精度;應用在高壓噴射泵和液壓系統的閥滑孔。
孔衍磨工藝結合三種層疊加運動:沿刀具軸的旋轉運動、沿刀具軸的振動運動和衍磨磨石的進給運動,如圖1所示。圖1中的工具為裝配了一個衍磨磨石和兩個導向石的單石衍磨頭。兩個導向石有鋪了一層磨料的鋼基構成。導向磨石更精細,濃度更高;僅用于孔內衍磨頭的導向,不用于材料去除。由于層疊加運動,衍磨磨石在工件表面留下了陰影狀圖形;這種形狀在工件相互摩擦移動時可以保持工件表面的潤滑油,如汽缸-活塞。因此,最常見的應用就是汽缸鏜衍磨。衍磨作為加工工藝的最后一步,其工藝控制對于工件需要達到高質量標準要求的測量、形狀和表面等有著重要作用。進給控制法是通過若干時間間隔利用斷續進給使衍磨磨石向外進給的一種工藝。
圖一:衍磨工藝
利用振動測量實現工藝控制對于其他加工工藝比較成功,因此,也可用于衍磨工藝。和車削、銑削相比,衍磨過程中加工區很難深入觀察研究,沒有太多數據信息可提供。因此,為更好的表征衍磨工藝并獲得一個更詳細的整體加工性能,可以利用振動信號分析來改善加工精度和工藝穩定性。本研究分析了實驗裝置并探討了快速傅里葉變換(FFT)對實現信號分析的可能性。以上為初步研究;下一步將把測得信號和工藝輸出相關聯,特別是材料去除和質量。
2、基于聲發射分析的工藝控制
研究者已經證明利用振動測量技術可以成功實現工藝控制在生產工程學領域其他加工工藝方面的應用;在外圓磨削和鉆削工藝中也有應用。外圓磨削和鉆削兩種工藝都具有可以轉化為衍磨工藝的性能。以下部分將解釋其主要觀點和工藝的轉化。
和衍磨工藝一樣,外圓磨削是一種切削刃幾何形狀未定義的加工工藝;其目的在于監控工藝動態和加工振動的補償以便控制鈍化和磨削工具上粘結劑和磨料的破碎。這種磨損會產生過分摩擦、加工載荷和工件的熱損傷,并導致工件形狀精度的不準確。實驗裝置包括對磨削工具修整工藝的監控。由于旋轉運動,帶有精確定位的力檢測器難以到達觀測位置,因此,結構傳感器更適宜磨削應用。
振動分析的另一個應用是鉆削工藝。不同于衍磨,鉆削是一種切削刃形狀明確定義的加工工藝。在鉆削和衍磨加工中,加工區難以觀測研究,只能得到間接結論。比如,鉆削加工中的振動會影響孔的形狀精度和表面質量以及工具壽命。據此可知,振動測量技術可以幫助理解影響孔質量的一些因素。
3、實驗裝置
2、基于聲發射分析的工藝控制
研究者已經證明利用振動測量技術可以成功實現工藝控制在生產工程學領域其他加工工藝方面的應用;在外圓磨削和鉆削工藝中也有應用。外圓磨削和鉆削兩種工藝都具有可以轉化為衍磨工藝的性能。以下部分將解釋其主要觀點和工藝的轉化。
和衍磨工藝一樣,外圓磨削是一種切削刃幾何形狀未定義的加工工藝;其目的在于監控工藝動態和加工振動的補償以便控制鈍化和磨削工具上粘結劑和磨料的破碎。這種磨損會產生過分摩擦、加工載荷和工件的熱損傷,并導致工件形狀精度的不準確。實驗裝置包括對磨削工具修整工藝的監控。由于旋轉運動,帶有精確定位的力檢測器難以到達觀測位置,因此,結構傳感器更適宜磨削應用。
振動分析的另一個應用是鉆削工藝。不同于衍磨,鉆削是一種切削刃形狀明確定義的加工工藝。在鉆削和衍磨加工中,加工區難以觀測研究,只能得到間接結論。比如,鉆削加工中的振動會影響孔的形狀精度和表面質量以及工具壽命。據此可知,振動測量技術可以幫助理解影響孔質量的一些因素。
3、實驗裝置
圖2:在四個不同位置上裝配AE傳感器的實驗裝置

實驗裝置如圖2所示。衍磨機為垂直單軸衍磨機,裝配了一根衍磨軸、一個測量衍磨工件直徑的氣動測量設備和一個去毛刺設備。衍磨頭裝配了一個衍磨磨石和兩個導向磨石;所用磨石為金屬結合劑金剛石磨料。實驗采用8152A型號的Piezotron聲發射傳感器和5125Al型號的Piezotron耦合器來進行測量。該傳感器尺寸小、靈敏性高、魯棒性好、頻率范圍廣。耦合器用于傳感器和信號處理的電源供應。利用Genesis 2i高速數據記錄儀記錄測得的信號。在接近衍磨工藝的四個不同位置進行測量以求得比較準確的數據。四個位置包括衍磨軸(對比圖2-位置1)、工件固定裝置的頂部(位置2)、工件固定裝置側面(位置3)和機床工作臺(位置4)。每個位置的測量都用螺絲把傳感器固定著。
3.1 衍磨工藝
衍磨工藝參數如表1所示。工件材料為未硬化鋼16MnCr5。初始直徑為7.98mm,需衍磨為8.00mm。使用Kadiol 180潤滑劑。一些工件需要進行進給控制衍磨和力控制衍磨,參數如表1所示。松弛時間是工藝最后旋轉和振動仍然進行但衍磨塊不再進給。
(詳細內容敬請點擊這里) 3.1 衍磨工藝
衍磨工藝參數如表1所示。工件材料為未硬化鋼16MnCr5。初始直徑為7.98mm,需衍磨為8.00mm。使用Kadiol 180潤滑劑。一些工件需要進行進給控制衍磨和力控制衍磨,參數如表1所示。松弛時間是工藝最后旋轉和振動仍然進行但衍磨塊不再進給。








 豫公網安備41019702003646號
豫公網安備41019702003646號