

 手機資訊
手機資訊 官方微信
官方微信摘要 機械加工過程中,在工件的加工區由于切削熱會使加工表面溫度升高。當溫度超過金相組織變化的臨界點時,就會產生金相組織變化。對于一般的切削加工,切削熱大部份被切屑帶走,影響不嚴重。但對磨...
機械加工過程中,在工件的加工區由于切削熱會使加工表面溫度升高。當溫度超過金相組織變化的臨界點時,就會產生金相組織變化。對于一般的切削加工,切削熱大部份被切屑帶走,影響不嚴重。但對磨削加工而盲,由于其產生的單位面積上的切削熱要比一般切削加工大數十倍,故工件表面溫度可高達1000℃左右,必然會引起表面層金相組織的變化,使表面硬度下降,伴隨產生殘余拉應力及裂紋,從而使工件的使用壽命大幅降低,這種現象稱為磨削燒傷。磨削燒傷產生時,工件表面層常會出現黃、褐、紫、青等燒傷色,它們是工件表面由于瞬時高溫引起的氧化膜顏色。影響磨削燒傷的因素有:
(1)磨削用量
主要包括磨削深度、工件縱向進給量及工件速度。當磨削深度增大時,工件的表明溫度及表層下不同深度的溫度都會隨之升高,磨削燒傷增加,故磨削深度不可過大;工件縱向進給量的增加使得砂輪與工件的表面接觸時間相對減少,散熱條件得到改善,磨削燒傷減輕;增大工件速度雖然使磨削區溫度上升,但由于熱源作用時間減少,金相組織來不及變化,總的來說可以減輕磨削燒傷。
對于增加進給量、工件速度而導致的表明粗糙度增大,一般采用提高砂輪轉速及較寬砂輪來補償。
(2)冷卻方法
采用切削液帶走磨削時的熱量可以避免燒傷,但目前適用的冷卻方法效果較差,原因是切削液未能進入磨削區。
為了使切削液能較好的進入磨削區起到冷卻作用,目前采用的主要方法有內冷卻法、噴射法、間斷磨削法與古油砂輪等。內冷卻法是將切削液通過砂輪空心主軸引入砂輪的中心腔內,由于砂輪具有多孔性,當砂輪高速旋轉時,強大的離心力將切削液沿砂輪空隙向四周甩出,使磨削區直接得到冷卻。
(3)工件材料
工件材料硬度越高,磨削發熱量越多;但材料過軟,則易于堵塞砂輪,反而使加工表面溫度急劇上升。
工件材料的強度可分為高溫強度與常溫強度。高溫強度越高,磨削時所消耗的功率越多。例如在室溫時,45鋼的強度比20crmo合金鋼的強度高65n/mm2,但在600℃時,后者的強度卻比前者高180n/mm2,因此20crmo鋼的磨削加工發熱量比45鋼大。
工件材料的韌性越大,所需磨削力也越大,發熱也越多。
導熱系數低的材料,如軸承鋼、高速鋼等在磨削加工中更易產生金相組織的變化。
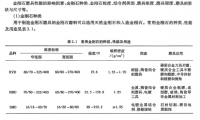
(4)砂輪的選擇
硬度過高的砂輪結合力太強,自銳性差,將使磨削力增大,易產生磨削燒傷,故常選用較軟的砂輪。提高砂輪磨粒的硬度、韌性和強度,有助于保持刃尖的鋒利性及自銳性,從而抑制磨削燒傷。金剛石磨料由于其強度、硬度都比較高,而且在無切削液的情況下,它的摩擦系數也只有0.05,相對而言最不易產生磨削燒傷,是一種理想的磨料。
砂輪結合劑應為具有一定彈性的材料,如樹脂類。這樣當某種原因使磨削力增大時,磨粒能產生一定的彈性退讓,使切削深度減小;同時由于樹脂的耐熱性差,高溫時結合性能顯著下降,磨粒易于脫落。這些都有助于避免磨削燒傷。
選用粗粒度砂輪磨削時,既可減少發熱量,又可在磨削軟而塑性大的材料時避免砂輪的堵塞。







 豫公網安備41019702003646號
豫公網安備41019702003646號