

 手機資訊
手機資訊 官方微信
官方微信一、何謂砂輪硬度?磨削加工中應如何選擇砂輪硬度?
砂輪的硬度是指砂輪表面上的磨粒在外力作用下脫落的難易程度。容易脫落的為軟,反之為硬。同一種磨料可作成不同硬度的砂輪,這主要取決于結合劑的性能、比例以及砂輪的制造工藝。
砂輪硬度選擇合適時,磨削過程中磨鈍的磨粒即可自行脫落,露出新的鋒利磨粒繼續磨削。若所選砂輪太軟,磨粒尚未鈍化就過早脫落,不僅增加砂輪消耗,而且使砂輪失去正確形狀而影響加工精度;若所選砂輪太硬,磨粒鈍化后不能及時脫落,會使砂輪表面上磨料間的空隙被磨屑堵塞,造成磨削力增大,磨削熱增多,磨削溫度升高,使工件產生變形甚至燒傷,而且使表面粗糙度提高,生產率下降。
通常,磨削硬材料時,砂輪硬度應低一些;反之,應高一些。有色金屬韌性大,砂輪孔隙易被磨屑堵塞,一般不宜磨削。若要磨削,則應選較軟的砂輪。對于成形磨削和精密磨削,為了較好的保持砂輪的形狀精度,應選較硬的砂輪。一般磨削常采用中軟級至中硬級砂輪。
二、試述磨削的工藝特點。
磨削加工具有以下特點:
1)加工精度高、表面粗糙度小。由于磨粒的刃口半徑ρ小,能切下一層極薄的材料;又由于砂輪表面上的磨粒多,磨削速度高(30~35m/s),同時參加切削的磨粒很多,在工件表面上形成細小而致密的網絡磨痕;再加上磨床本身的精度高、液壓傳動平穩和微量進給機構,因此,磨削的加工精度高(IT8~IT5)、表面粗糙度小(Ra=1.6~0.2μm)。
2)徑向分力Fy大。磨削加工時,由于磨削深度和磨粒的切削厚度都較小,所以,Fz較小,Fx更小。但因為砂輪與工件的接觸寬度大,磨粒的切削能力較差,因此,Fy較大。一般Fy =(1.5~3)Fz。
3)磨削溫度高。由于具有較大負前角的磨粒在高壓和高速下對工件表面進行切削、劃溝和滑擦作用,砂輪表面與工件表面之間的摩擦非常嚴重,消耗功率大,產生的切削熱多。又由于砂輪本身的導熱性差,因此,大量的磨削熱在很短的時間內不易傳出,使磨削區的溫度很高,有時高達800~1000度。
4)砂輪有自銳性。砂輪有自銳性可使砂輪進行連續加工。這是其它刀具沒有的特性。
與外圓磨削相比,內園磨削主要有下列特征:
1)磨削精度較難控制。因為磨削時砂輪與工件的接觸面積大,發熱量大,冷卻條件差,工件容易產生熱變形;特別是因為砂輪軸細長,剛性差,易產生彎曲變形,造成圓柱度(內圓錐)誤差。因此,一般需要減小磨削深度,增加光磨次數。
2)磨削表面粗糙度Ra大。內圓磨削時砂輪轉速一般不超過20000r/min,由于砂輪直徑很小,其線速度很難達到外圓磨削時30~50m/s。內圓磨削的粗糙度Ra 值一般為1.6~0.4μm。
3)生產率較低。因為砂輪直徑很小,磨耗快,冷卻液不易沖走屑末,砂輪容易堵塞,故砂輪需要經常修整或更換。此外,為了保證精度和表面粗糙度,必須減小磨削深度和增加光磨次數,也必然影響生產率。
四、磨削加工為什么可以獲得較高的精度及較低的粗糙度?
由于磨粒的刃口半徑ρ小,能切下一層極薄的材料;又由于砂輪表面上的磨粒多,磨削速度高(30~35m/s),同時參加切削的磨粒很多,在工件表面上形成細小而致密的網絡磨痕;再加上磨床本身的精度高、液壓傳動平穩和微量進給機構,因此,磨削的加工精度高(IT8~IT5)、表面粗糙度小(Ra=1.6~0.2μm)。
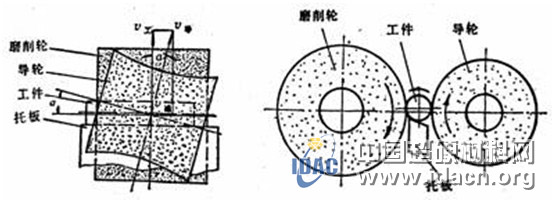
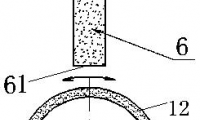
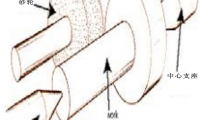
五、試述無心外圓磨的工作原理及應用。
無心外圓磨的加工原理如圖所示。磨削時,工件放在兩輪之間,下方有一托板。大輪為工作砂輪,旋轉時起切削作用。小輪是磨粒極細的橡膠結合劑砂輪,稱為導輪。兩輪與托板組成V型定位面托住工件。導輪速度v導很低,一般為20~30m/min,無切削能力,其軸線與工作砂輪軸線斜交β角。v導可分解成v工與v進。v工用以帶動工件旋轉,既工件的圓周進給速度;v進用以帶動工件軸向移動,既工件的縱向進給速度。為了使工件定位穩定,并與導輪有足夠的摩擦力矩,必須把導輪與工件接觸部位修整成直線。因此,導輪圓周表面為雙曲線回轉面。
無心外圓磨:無心外圓磨削主要用于大批大量生產的細長光軸、軸銷和小套等。







 豫公網安備41019702003646號
豫公網安備41019702003646號