

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 申請(qǐng)?zhí)枺?01510166857.5申請(qǐng)人:北京迪蒙吉意超硬材料技術(shù)有限公司發(fā)明人:曹鳳國(guó)黃建宇
申請(qǐng)?zhí)枺?01510166857.5申請(qǐng)人:北京迪蒙吉意超硬材料技術(shù)有限公司
發(fā)明人:曹鳳國(guó) 黃建宇
摘要:本發(fā)明公開了一種用于聚晶金剛石拉絲模鑲套的金屬粉末預(yù)壓裝置,借助于以機(jī)械千斤頂作為壓力源的壓力源操作機(jī)構(gòu)、下壓頭運(yùn)行機(jī)構(gòu)和壓力值顯示機(jī)構(gòu)實(shí)現(xiàn)金屬粉末預(yù)壓過程,使得整個(gè)金屬粉末預(yù)壓過程操作簡(jiǎn)便、壓力值準(zhǔn)確、可視、可控,從而避免了使用液壓裝置控制的預(yù)壓裝置在頻繁更換壓力數(shù)據(jù)時(shí)帶來(lái)的不便。同時(shí),本發(fā)明提供了基于上述金屬粉末預(yù)壓裝置實(shí)現(xiàn)的金屬粉末預(yù)壓方法,通過對(duì)放入聚晶金剛石坯料四周的足量底粉、周圈粉和頂粉分三次預(yù)壓,使得聚晶金剛石拉絲模在燒結(jié)過程中,可以在聚晶金剛石坯料周圍形成燒結(jié)質(zhì)量良好的金屬鑲套。該金屬粉末預(yù)壓裝置及方法,適用于中、大規(guī)格聚晶金剛石坯料在燒結(jié)鑲套前對(duì)金屬粉末進(jìn)行預(yù)壓。
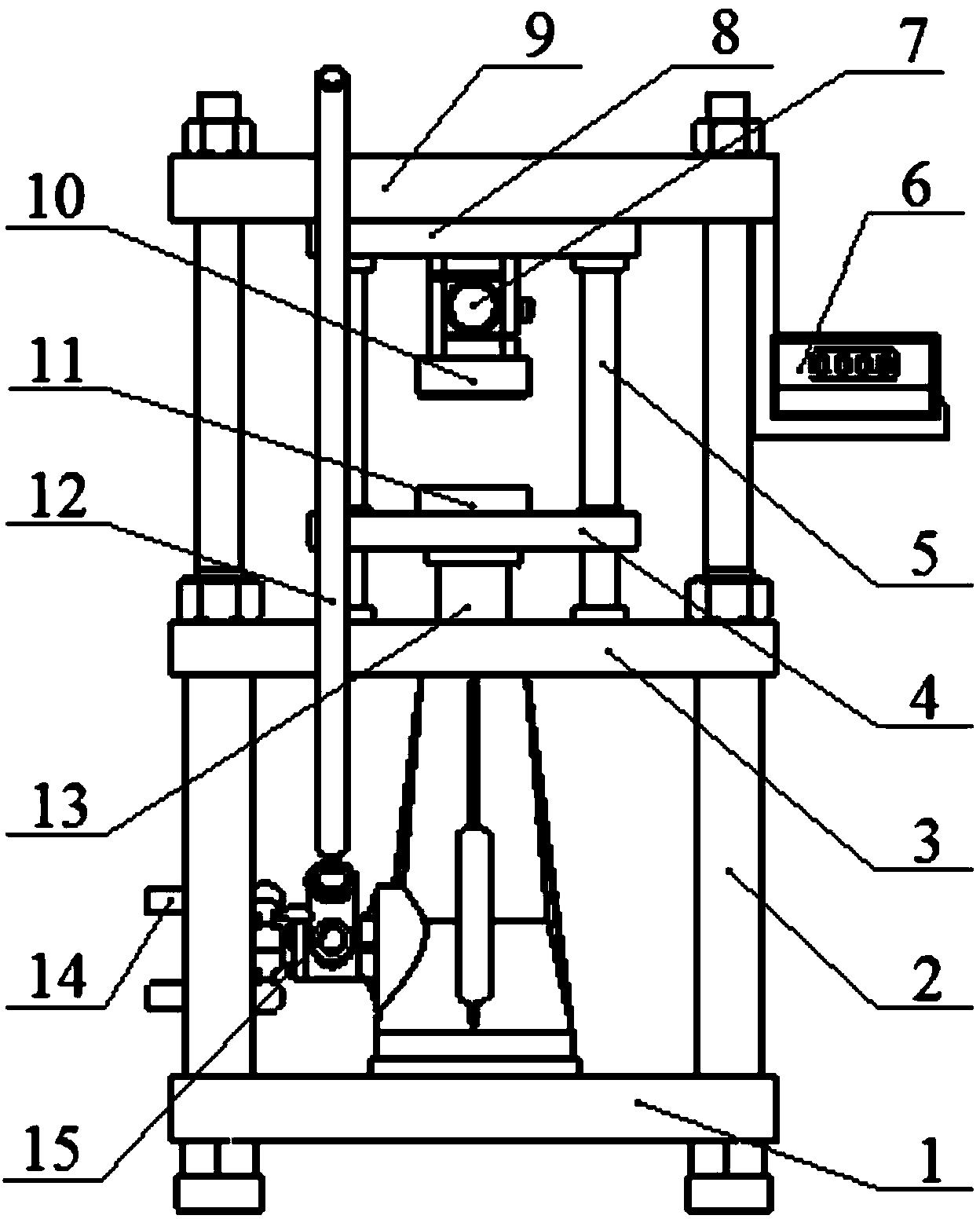
2.如權(quán)利要求1所述的金屬粉末預(yù)壓裝置,其特征在于: 所述壓力源操作機(jī)構(gòu)中包括機(jī)械千斤頂主體、設(shè)置在機(jī)械千斤頂 主體側(cè)面的千斤頂擺桿、撬杠和設(shè)置在機(jī)械千斤頂主體頂部的千斤頂 上頂柱; 所述機(jī)械千斤頂主體設(shè)置于所述底板的正中位置,所述機(jī)械千斤 頂主體的高度與所述階梯立柱的下段高度一致; 所述中板的中心設(shè)置有通孔,用于罩住所述機(jī)械千斤頂主體上端 使其固定,同時(shí)使所述千斤頂上頂柱從所述中板的通孔中伸出;所述 千斤頂上頂柱正頂于用于承載所述下壓頭的滑動(dòng)板的下端面中部。
3.如權(quán)利要求2所述的金屬粉末預(yù)壓裝置,其特征在于: 所述壓力源操作機(jī)構(gòu)還包括用于驅(qū)動(dòng)所述千斤頂擺桿快速轉(zhuǎn)動(dòng)的 加速助動(dòng)手柄,所述加速助動(dòng)手柄安裝于所述千斤頂擺桿外側(cè),與所 述千斤頂擺桿的旋轉(zhuǎn)軸同心。
4.如權(quán)利要求1所述的金屬粉末預(yù)壓裝置,其特征在于: 所述下壓頭運(yùn)行機(jī)構(gòu)包括多根滑動(dòng)導(dǎo)柱、多個(gè)含油軸承和滑動(dòng)板; 所述滑動(dòng)導(dǎo)柱的上下端直接或間接固定在所述頂板和所述中板 上,在所述滑動(dòng)板上設(shè)置有多個(gè)通孔,所述通孔內(nèi)設(shè)置有所述含油軸 承,所述滑動(dòng)板通過所述含油軸承安裝在所述滑動(dòng)導(dǎo)柱上,并可沿所 述滑動(dòng)導(dǎo)柱上下滑動(dòng);所述滑動(dòng)板用于承載所述下壓頭。
5.如權(quán)利要求1所述的金屬粉末預(yù)壓裝置,其特征在于: 所述壓力值顯示機(jī)構(gòu)包括壓力傳感器和壓力值顯示器,所述壓力 傳感器通過導(dǎo)線與所述壓力值顯示器連接;所述壓力傳感器設(shè)置在所 述上壓頭與所述頂板之間。
6.如權(quán)利要求1所述的金屬粉末預(yù)壓裝置,其特征在于還包括用 于壓制底粉使用的柱狀壓頭,用于粘結(jié)聚晶金剛石坯料使用的粘料工 具,用于壓制周圈粉使用的環(huán)狀壓頭和輔助壓芯。
7.如權(quán)利要求6所述的金屬粉末預(yù)壓裝置,其特征在于: 所述拉絲模的不銹鋼模套由底套和頂蓋兩部分組成; 所述柱狀壓頭的外徑比所述底套的內(nèi)孔直徑小,所述柱狀壓頭的 高度是所述底套內(nèi)孔深度的2~3倍; 所述粘料工具的頂端設(shè)置有凹槽,其頂端凹槽直徑比待粘結(jié)的聚 晶金剛石坯料外徑大,并且,頂端外徑比所述底套內(nèi)孔直徑小; 所述環(huán)狀壓頭的外徑與所述柱狀壓頭外徑尺寸相同,內(nèi)孔直徑比 所述聚晶金剛石坯料外徑大; 所述輔助壓芯具有下粗上細(xì)的兩個(gè)圓柱端部,并在兩個(gè)圓柱端部 之間用錐體圓滑過渡連接,所述輔助壓芯的下端外徑與所述聚晶金剛 石坯料外徑相同。
8.一種用于聚晶金剛石拉絲模鑲套的金屬粉末預(yù)壓方法,其特征 在于包括下述步驟: (1)分別稱取用于壓制聚晶金剛石鑲套的底粉、周圈粉和頂粉的 金屬粉末; (2)填裝及預(yù)壓底粉:將稱好的底粉填裝入底套的孔內(nèi),放入柱 狀壓頭并輕捻轉(zhuǎn)動(dòng),使底部金屬粉末平整以備預(yù)壓加工;使用如權(quán)利 要求1所述的金屬粉末預(yù)壓裝置預(yù)壓底粉后,取出所述柱狀壓頭; (3)粘結(jié)聚晶金剛石坯料:用粘合劑,借助粘料工具將聚晶金剛 石坯料固定于所述底套內(nèi)已預(yù)壓底粉的中心位置; (4)填裝及預(yù)壓周圈粉:將輔助壓芯置于粘結(jié)在所述底套內(nèi)的聚 晶金剛石坯料的上端面,放正、對(duì)齊,倒入預(yù)稱好的周圈粉,放入環(huán) 狀壓頭,并輕轉(zhuǎn)碾壓使周圈金屬粉末平整以備預(yù)壓加工;使用如權(quán)利 要求1所述的金屬粉末預(yù)壓裝置預(yù)壓周圈粉后,取出所述環(huán)狀壓頭及 所述輔助壓芯; (5)預(yù)壓頂粉和頂蓋,在完成周圈粉預(yù)壓的所述底套內(nèi)裝入頂粉, 并在松散的粉末上加放頂蓋,捻轉(zhuǎn)放平后,使用如權(quán)利要求1所述的 金屬粉末預(yù)壓裝置進(jìn)行預(yù)壓。
9.如權(quán)利要求8所述的金屬粉末預(yù)壓方法,其特征在于: 在所述步驟(3)中,粘結(jié)聚晶金剛石坯料包括以下步驟: (31)把待鑲裝的所述聚晶金剛石坯料置于所述粘料工具的頂端 凹槽內(nèi),放平; (32)將少許粘合劑滴于所述聚晶金剛石坯料上表面中心的位置; (33)將所述底套倒扣于所述粘料工具的頂端,落到底后稍作旋 轉(zhuǎn)捻動(dòng),使所述聚晶金剛石坯料與所述底套內(nèi)已預(yù)壓的底料貼實(shí)并使 粘合劑涂勻; (34)待粘合劑生效后取下所述底套,完成粘料步驟。
10.如權(quán)利要求8所述的金屬粉末預(yù)壓方法,其特征在于: 在所述步驟(2)、步驟(4)和步驟(5)中,使用如權(quán)利要求1 所述的金屬粉末預(yù)壓裝置進(jìn)行預(yù)壓,包括以下步驟: (101)碼放工件:將單件或多個(gè)工件平穩(wěn)放置于所述下壓頭端面, 以所述下壓頭中心點(diǎn)為基準(zhǔn),均勻碼放; (102)加壓過程:調(diào)整千斤頂棘輪定位銷的位置,操作加速助動(dòng) 手柄,使承載工件的所述下壓頭快速上升;當(dāng)工件接觸所述上壓頭后, 繼續(xù)轉(zhuǎn)動(dòng)所述加速助動(dòng)手柄;待壓力值顯示器顯示一定數(shù)值時(shí)完成一 次加壓; 利用撬杠的杠桿作用通過千斤頂擺桿使機(jī)械千斤頂繼續(xù)對(duì)工件進(jìn) 行加壓,當(dāng)所述壓力值顯示器所顯示的數(shù)值達(dá)到規(guī)定值時(shí)停止加壓, 完成對(duì)工件的二次加壓工作; (103)泄壓過程:保壓一定時(shí)間后,調(diào)整所述千斤頂棘輪定位銷 的位置,并用所述撬杠帶動(dòng)所述千斤頂擺桿轉(zhuǎn)動(dòng)進(jìn)行泄壓,泄壓后反 向轉(zhuǎn)動(dòng)所述加速助動(dòng)手柄使工件迅速離開所述上壓頭到達(dá)初始位置, 取下工件完成預(yù)壓工作。







 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)