

 手機資訊
手機資訊 官方微信
官方微信
涂層刀具由于表層硬度高,用普通砂輪刃磨時磨削比小,重磨困難,不少操作者就把它作為不重磨刀具而丟棄,造成極大的浪費。文中介紹了涂層刀具的重磨和重涂方法。
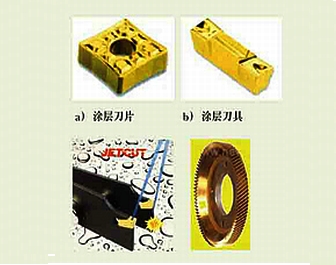
涂層刀具是在強度和韌性較好的硬質合金或高速鋼(HSS)基體表面上,利用氣相沉積方法涂覆一薄層或多層、甚至多達千層以上耐磨性好的難熔金屬或非金屬化合物,如TiC、TiN、TiCN、TiAlN、Al2O3、C3N4、MoS2、DLC及金剛石等材料。可涂單一的涂層,也可涂復合和多元涂層。日本住友電工公司推出的一款高速強力型鉆頭,它是在鎢鈷類硬質合金基體上交互涂覆了1000層TiN和AlN納米超薄膜薄層,涂層總厚度約2.5μm。該公司開發出的ZX涂層立銑刀,超薄膜薄層數多達2,000層,每層厚度約1納米,從而解決了刀具材料的硬度和耐磨性越高而強度和韌性越低的矛盾。
涂層作為一個化學屏障和熱屏障,減少了刀具與工件間的擴散和化學反應,從而減少了月牙洼磨損。涂層刀具具有表面硬度高、耐磨性好、化學性能穩定、耐熱耐氧化、摩擦系數小和熱導率低等特性,切削時可比未涂層刀具提高使用壽命3-5倍以上,提高切削速度20%-70%,提高加工精度0.5-1級,降低刀具消耗費用20%-50%。因此,涂層刀具已成為現代切削刀具的標志。在工業發達國家涂層刀具使用比例已超過70%,美國在數控機床(NC)和加工中心(MC)上使用的刀具80%-85%都是涂層刀具。目前,切削加工中使用的各種刀具,包括車刀、鏜刀、鉆頭、鉸刀、拉刀、絲錐、螺紋梳刀、滾壓頭、銑刀、成形刀具、齒輪滾刀、插齒刀和剃齒刀等都可采用涂層工藝來提高它們的使用性能。
現在,中國大陸湖南株洲硬質合金集團公司已能提供YB系列、CN系列及CA系列的各種涂層刀具的產品。四川自貢硬質合金廠、上海工具廠有限公司以及愛恩邦德(Ionbond)(蘇州)和勝培爾超強鍍膜(蘇州)有限公司等企業均能向用戶提供各種涂層刀具或涂層刀片的產品。
必須指出的是,涂層刀具目前在使用中存在一個誤區,由于其表面硬度高,當刀具磨損或涂層剝落時,因用普通砂輪刃磨時磨削比小,重磨困難,不少操作者就把它作為不重磨刀具而丟棄,造成極大的浪費。涂層刀具磨損后必須進行重磨。涂層刀具重磨時,需將刀具上的磨損部分全部磨掉。對于只需重磨前刀面的刀具(如拉刀、成形車刀、成形銑刀、齒輪滾刀和插齒刀等)或只需重磨后刀面的刀具(如鉆頭和鉸刀等),若在其毗連切削刃的另一個刀面(如鉆頭的螺旋出屑槽)上的涂層未受損傷,刀具耐磨性即可提高。重新刃磨后的涂層刀具,其刀具使用壽命可達原來新涂層刀具壽命50%左右或更長,仍比未涂層刀具的壽命要高。
刃磨涂層硬質合金刀具所用的砂輪,可采用金剛石砂輪。但刃磨涂層高速鋼刀具時,用立方氮化硼砂輪磨削有較好的效果。刀具的磨損處應全部磨去,涂層不能剝落,但又不能使刀具退火。
使用涂層刀具的一個重要問題是重磨后刀具切削性能恢復的問題,即刀具每次刃磨(開口)后可否再進行重復涂層(重涂) 的問題。表1中列出了涂層高速鋼齒輪滾刀和插齒刀,重磨前刀面后再進行重涂后的刀具耐磨性試驗結果。

從上表可見,經涂層及重復涂層后的齒輪滾刀和插齒刀的使用壽命有明顯提高。實際試驗表明,在上述齒輪滾刀和插齒刀的重復涂層面上,膜層厚度沒有明顯增加,而用多次重涂后的刀具加工出的齒輪仍能達到圖樣上規定的精度要求。齒輪滾刀經過17次重復涂層后,刀齒后刀面涂層膜的累積總厚度仍只有5-6μm,而且涂層膜在刀具表面上是均勻的,新涂上去的膜層與原涂層形成冶金結合,兩者沒有可辨別的界層,也無明顯的空穴。重復涂層對其它刀具如麻花鉆、鉸刀和立銑刀等也同樣有效。
涂層刀具重涂時,除可使用原涂層材料外,也可采用新的涂層材料。實際使用表明,TiN涂層刀具重涂時若采用TiAlN新的涂層材料,無論是切削速度或者是刀具使用壽命均將有明顯提高。此外,涂層刀具的使用壽命與膜層厚度也有一定的關系。若以后刀面磨損為基準,隨著膜層厚度的增加刀具壽命也會增加,但膜厚為5μm時達到飽和,即壽命不再明顯增加。如果以前刀面月牙洼深度為刀具壽命的基準,刀具壽命與膜層厚度成正比,未發現飽和現象。但膜層太厚時易引起剝落,因而現在刀具的涂層厚度一般不超過5-10μm。
對于重磨的成形刀具,也只有進行重涂,才能保證刀具的總壽命提高3-5倍以上。凡重涂刀具首先必須按工藝要求將各幾何參數磨好,其磨光部分不允許存在各種質量缺陷,如磨糊、毛刺等。重涂時可采用局部屏蔽技術只對刃磨面進行涂層。對于不采用屏蔽技術的重涂,在重涂4-6次后,刀具的非刃磨面的涂層厚度就會過大,從而影響刀具的精度和產生局部剝落現象,此時要對刀具進行脫膜處理后再重涂。重涂后的刀具切削性能一般不低于第一次新涂層刀具,刀具可重涂多次,直到報廢為止。
從上可知,重涂對提高刀具耐磨性和生產率是有很大潛力的。通常,硬質合金生產廠一般都能進行重涂。目前中國大陸還有專門的涂層公司開展此項業務,例如中瑞合資的上海納微涂層有限公司,這是一個大型涂層服務中心,專門開展刀具的涂層、重磨及重涂服務,該公司引進了4套涂層設備,可涂覆S-AlTiN(超級氮鈦化鋁)、S-TiN(超級氮化鈦)、TiCN、DLC、CrN等多種涂層。但涂層刀具重磨后是否要重涂,還要看該刀具在技術上可否重涂和在經濟上是否合算而定。
企業談涂層與刀具
就刀具而言,涂層技術、超硬材料、CAD/CAM軟件等方面都取得了重大突破,尤其是涂層技術的發展非常迅速。那么,刀具企業與涂層企業在這方面都做了怎樣的努力呢?
伊斯卡:直指“快速金屬切削”
提升刀具性能,最基礎的研發方向指向提升刀具材料。這涉及到基體及涂層兩個方面。
硬質合金基體,有一個基本特性,即韌性越高,則耐磨性越低;反之亦然。因此,當進行斷續切削時,如銑削、非連續車削時,可選擇韌性高的基體;當進行連續精車時,則需選擇耐磨性高的基體。
而超細晶粒牌號的開發,打破了基體的常規規律。超細晶粒牌號,兼具高耐磨性及高韌性。這就為實現刀片及刀具的通用性打開了一個通道。伊斯卡推出的IC07、IC08超細晶粒硬質合金基體,即為通用型硬質合金基體的典范,兼具高的耐磨性及高的韌性。特別是經涂層處理后的IC908,憑借基體與涂層的完美結合,可通用于鋼、淬硬鋼、不銹鋼、高溫合金、鑄鐵的鉆削、切槽切斷、銑削。IC908面市多年,因其在加工中的出色表現,深得眾多用戶的信賴。
這些年,伊斯卡在涂層技術上也取得了長足的發展,主要表現在以下幾個方面:
1、中溫化學氣相涂層(MT-CVD)。采用中溫化學氣相涂層(MT-CVD,沉積溫度700-900℃)所制取的Ti(C,N),與采用高溫化學氣相涂層(HT-CVD,沉積溫度900-1,100℃)所制取的Ti(C,N)相比,前者的涂層組織結構致密,厚度可達10μm以上,并呈柱狀結晶,且涂層后,刀具表面殘損的應力也更小。這種硬質合金涂層處理具有更高的抗磨損性能、抗熱震性能和較高的韌性。當應用于惡劣條件下的高速重切削、干切削加工時,刀具壽命有顯著提高。伊斯卡在IC8150-IC8350、IC9150-IC9350等P類牌號,IC5005、IC5010、IC5100等K類牌號中,均采用了中溫化學氣相涂層技術。
2、硬質合金α-Al2O3涂層技術。沉積Al2O3涂層時,隨著沉積溫度的不同,Al2O3會呈現不同的結晶相,如:γ、δ、α、κ- Al2O3等。其中,只有α- Al2O3是熱力學穩定結構。因工藝條件的變化,往往得到α相、κ相Al2O3的混合物,這降低了涂層的性能。而伊斯卡現在已能通過嚴格控制工藝參數,得到純正的α- Al2O3,并控制其晶體生長方向,呈柱形組織;并將此技術命名為α-TEC。伊斯卡也將α-TEC技術,應用到了IC8150-IC8350,IC5400等P類牌號,IC5005、IC5100、IC5010等K類牌號。
3、采用復合涂層(DO-TEC)。該技術為基于中溫化學氣相涂層(MTCVD)表面進行PVD涂層。伊斯卡的DT7150牌號采用了此技術,TiCN為底層,Al2O3為中間層,TiN為過渡層,均采用中溫化學氣相涂層技術;TiAlN為頂層,采用PVD涂層技術。此牌號在灰鑄鐵、球墨鑄鐵的中-高速銑削加工中,表現出色。
4、采用TiAlN(PVD)涂層或AlTiN(PVD)涂層。TiAlN呈紫黑色,硬度為35GPa,摩擦系數為0.4-0.6,最高使用溫度為800℃,可用于加工難加工材料,干切削、硬切削。伊斯卡的IC908、IC907、IC808、IC830、IC928、IC950采用了此涂層。
而AlTiN呈黑色,硬度為 38GPa,摩擦系數為0.5-0.7,最高使用溫度為900℃,性能優于TiAlN涂層。伊斯卡的IC900、IC903、IC810、IC910采用了此涂層。
5、采用束魔涂層技術(SUMO-TEC)。束魔技術應用于化學涂層時,通過特別的過程控制,有效降低了CVD涂層表面的應力,減少了熱裂紋,從而延長了刀具壽命。如IC8150, 超硬基體表面的富鈷層上,采用中溫化學氣相涂層(MTCVD)技術,在TiCN 底層上,涂覆厚的Al2O3涂層作為中間層,TiN作為頂層。TiCN可改善刀具耐磨性以防止崩刃,Al2O3則具有優異的耐高溫、抗氧化性,TiN具有高硬度、耐磨損性。通過對刀片前刀面涂層后處理,引發表面壓應力,有助于抑制裂紋的產生。涂層表面也更光滑,與切屑的摩擦減少,切削熱降低。束魔技術應用于物理涂層時,通過處理沉積在刀片涂層表面的液滴,形成光滑的涂層表面,使得刀具壽命得以延長。

束魔涂層技術,可使得涂層表面更光滑,刀片涂層表面應力更低。這一切,使得切削區域溫度更低,抗崩刃性及抗積屑瘤性更佳,結合相適的硬質合金基體,在加工絕大多數被加工材料時均能獲得更可靠持久的刀具壽命。
藍幟:帶納米球涂層的新一代滾刀
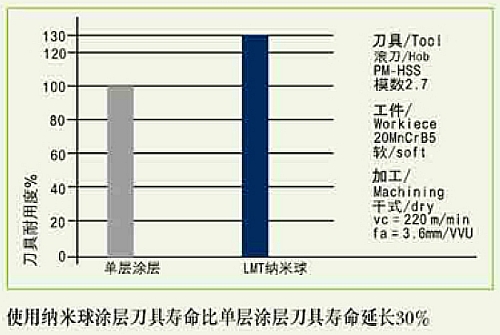
針對齒輪加工工序的特點和技術要求,藍幟公司的刀具專家研發了新的涂層技術——納米球。由納米層構成且只有3-4μm薄薄的多層結構,雖然硬度很高,但是具有顯微彈性,能有效地保護用戶的刀具在加工過程中免于磨損。創新的涂層技術不僅能夠使用戶得到更高的切削速度,而且縮短了節拍時間,有效地提高了生產效率。同時,還可延長刀具使用壽命高達30%,使用戶的刀具成本降低了25%。
在齒輪加工過程中,滾刀承受著極大的熱應力和機械應力,而干切削的發展趨勢更增加了刀具在切削過程中必須承受的熱應力。此外,加工中斷的地方對滾刀的切削刃會產生極為危險的負荷。針對這些問題,新開發的納米球涂層為其提供了有效的解決方案,同時使刀具的加工性能明顯提高。藍幟的納米球使菲特滾刀的刀具壽命比帶傳統氮化物涂層的刀具壽命延長了30%,而且切削速度更高,更有效縮短了生產節拍時間。
創新的納米球涂層的關鍵優勢在于其多層性、納米結構的設計,這大大提高了刀具的隔熱性,意味著基體需要較長的時間才能升溫。同時,納米球涂層的多層結構使它比單層涂層更具有彈性。當基體失去了穩定性并在壓力下屈服時,位于其上面的柔性多層涂層也會受磨損。如果納米球涂層中出現裂紋,其擴展會被重新定向,并被多層結構所減緩。
為了保證刀具的高品質,藍幟保證帶納米球涂層的菲特滾刀通過所有的重新調試周期將能夠繼續以與新刀具一樣的標準工作。刀具在藍幟服務中心原來的磨床和涂層設備上進行重新調試(翻新),這個過程保證了產品一貫的高品質和絕對的過程安全性。
綜上所述,帶納米球涂層的滾刀適合干、濕加工,同時,在氮化鋁鉻基上的納米結構的多層涂層特別適合整體硬質合金滾刀;多層設計(三明治結構)保證了刀具最優的機械性能和熱性能:在點負荷時具有高彈性和吸收能力(可抑制并將裂紋擴展降到最低程度),涂層內低內應力,提高了隔熱效果,即在滾削過程中所產生的高溫需要較長的時間才能使鋼制刀具變熱;與傳統的單層滾刀相比,藍幟公司納米球涂層刀具的使用壽命延長了至少30%;納米球涂層刀具具有更高的生產效率。
山特維克可樂滿:不斷改進化學涂層技術

刀片可能會有多個不同的化學涂層,各個涂層功能不一。
作為用于生產優質涂層以提升切削刀具性能的關鍵技術,化學涂層(CVD)可以說是促進刀具涂層與工藝的不斷演進并大大提高刀具生產效率的重大功臣。
山特維克可樂滿涉足化學涂層的歷史可追溯到最初推出涂層刀片牌號的1969年。這種GC125牌號只帶有幾微米厚的碳化鈦涂層,但卻提高了切削速度并延長了刀具壽命。
化學涂層是一種用途極廣的技術,可用于生產厚薄不一的碳氮化鈦、氧化鋁及金剛石等耐磨硬質涂層,以及半導體產品等。它是另一項使用廣泛的刀具涂層技術——物理涂層(PVD)的輔助技術。化學涂層可在刀具刀片上形成厚厚的氧化鋁(Al2O3)、碳化鈦(TiC)、碳氮化鈦(TiCN)以及氮化鈦(TiN)涂層(5-25微米),從而提供極高的耐磨性,同時適合在有大量磨料磨損的情況下使用。相比之下,物理涂層工藝產生的較薄涂層具有高壓縮應力,因而更適合于強調韌度的切削應用場合。
化學涂層技術在不斷改進和完善。化學涂層得以發展的一個原因是,它讓工程師們能夠對每個涂層進行優化,而且如今它仍是唯一可沉積優質α- Al2O3結晶層的涂層工藝。
最新的涂層硬質合金刀片有多達10層涂層,每個涂層的功能都不一樣。在多涂層牌號中,外面一層薄薄的氮化鈦用于磨損標示,在其下面通常是提供耐化學性及耐磨性的氧化鋁層,再下面就是幾層韌性碳氮化物及氮化物層,可提供高度的后刀面耐磨性。刀片基體由硬質合金底面和鈷粘結劑相位組成,而在靠近涂層的區域,一些硬質合金取代物上的基體已被去掉,以提升抗邊緣斷裂能力。
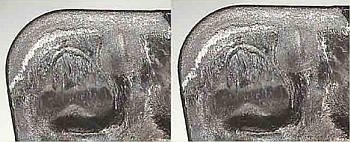
左為標準涂層-標準TiCN/AL2O3涂層的前刀面月牙洼磨損,右圖為最新改良TiCN/AL2O3涂層的前刀面月牙洼磨損。球軸承鋼切削測試中的磨損結果。標準涂層與最新改良涂層比較,可見右邊切削刀片上白色區域要淺薄得多,表明磨損更少。
山特維克可樂滿最早采用精密化學涂層技術的一種牌號是用于鑄鐵銑削的GC3020。它于1994年推出,運用中等溫度化學涂層(MTCVD)——內層采用碳氮化鈦(TiCN),上面是獨特的專利氧化鋁(Al2O3),從而實現卓越的耐磨性及涂層附著力。用于不銹鋼切削的GC2025牌號是代表當今最新技術的一個例子。

(左)GC4225 CVD涂層硬質合金適合廣泛的應用領域;(右)GC2015 CVD涂層硬質合金適合不銹鋼精加工和粗加工,并提供化學保護。
在預熱溫度下,將氯化鋁、一氧化碳、二氧化碳、氫氣、氮氣和四氯化鈦等氣體輸入反應室。
當它們經過刀片的受熱表面時,就會發生反應并形成固體涂層。氣流、氣壓及反應溫度等過程參數極為關鍵。沉積氧化鋁需要使用1,0000C左右的溫度,而碳氮化鈦在800至950攝氏度的范圍內可取得最佳效果。一次化學涂層過程可能長達24小時。
化學涂層(CVD)很可能在未來仍保持重要地位。它對刀具性能產生過重大影響,以致現今超過80%的刀片牌號均采用涂層技術。山特維克可樂滿目前提供的涂層牌號中有近70%用到化學涂層。
歐瑞康巴爾查斯:BALINIT® PERTURA為所有鉆削應用提供解決方案
2011年歐瑞康巴爾查斯涂層公司針對孔加工市場又推出了一款新的涂層——BALINIT® PERTURA,適合于所有高性能硬質合金鉆頭的全面解決方案。
作為目前的BALINIT® FUTURA 和HELICA鉆頭涂層技術的新一代改良,BALINIT® PERTURA最關鍵的優勢是其納米結構。在加工難加工材料時能夠提高生產率和工藝可靠性。這一新型涂層由于其設計、結構和光滑度脫穎而出。為納米結構層提供了最優的殘余應力、硬度和斷裂韌性之間的完美平衡,明顯增加耐磨性,抑制裂紋擴散。此外,更高的紅硬性顯著增強對磨損的保護,大大延長了不同鉆頭的服務壽命。由于減少了粘附的敏感性,即使在深孔加工時也能促進排屑,光滑的涂層表面對于加工具有挑戰性的材料時也很完美。
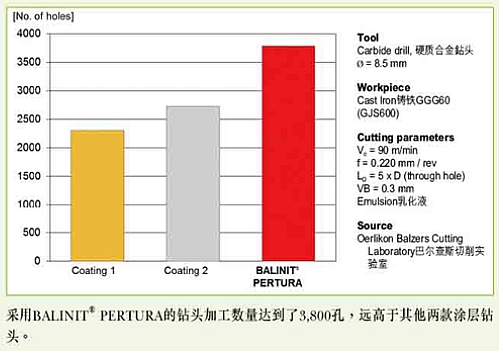
圖是直徑8.5mm的鉆頭鉆削球墨鑄鐵GGG60的案例,切削參數為:線速度90m/min,進給0.22mm/r,孔深為43mm的通孔,乳化液冷卻,當鉆頭磨損量達到0.3mm時,采用巴爾查斯原有的兩款涂層的鉆頭加工數量分別為2,300和2,750孔,采用BALINIT® PERTURA的鉆頭加工數量達到了3,800孔,大大延長了使用壽命。
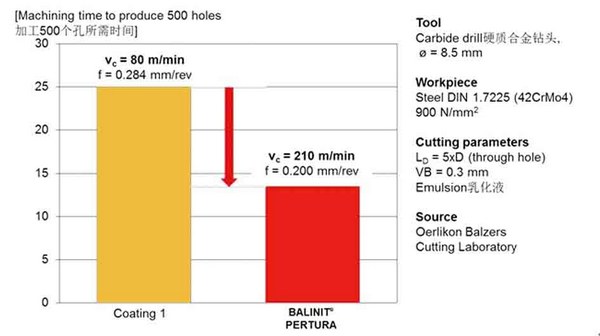
由于BALINIT® PERTURA的納米多層結構和極高的紅硬性,采用這個涂層的鉆頭可以選擇更高的切削速度,以提高生產效率。下圖是采用PEERTURA涂層來提高生產效率的一個案例。直徑8.5毫米的硬質合金鉆頭,加工42CrMo4,43mm長的通孔,乳化液冷卻,采用巴爾查斯原有的一款針對孔加工的涂層,鉆削線速度為80m/min,進給量為0.284mm/r,鉆削500個孔需要25min;而采用PERTURA涂層的鉆頭,線速度可以達到210米/分鐘,進給量為0.2mm/r,鉆削500個孔只需要13分鐘,大大縮短了加工時間,提高生產效率85%。
同時,BALINIT® PERTURA在重磨的鉆頭上也能得到和新刀相同的性能。如果重磨和重涂的成本是新鉆頭價格的三分之一,原來需要4支新鉆頭來實現產量,現在只需要1支新鉆頭加上3次重磨和重涂,就能達到相同的產量,刀具成本降低50%。
目前來看,BALINIT® PERTURA是一款在孔加工應用中具有突破性的涂層產品,可以保證各種鉆削在中、高速的鉆削環境下穩定的生產,提高生產效率,降低生產成本。










 豫公網安備41019702003646號
豫公網安備41019702003646號