

 手機資訊
手機資訊 官方微信
官方微信
在加工非鐵材料(如硅鋁合金)時,一般不采用單晶金剛石刀具(SCD)進行加工,而采用壽命高的聚晶金剛石刀具(PCD)進行加工。
但在某些情況下,即當加工表面粗糙度參數要求較嚴時,則應采用單晶金剛石刀具(SCD)進行加工。例如采用聚晶金剛石刀具(PCD)車削鋁制活塞時,表面粗糙度Ra可達15~50μm,而用單晶金剛石刀具(SCD)加工,其表面粗糙度可達Ra4μm。
此外,使用SCD刀具可節省加工時間,如加工鋁制輪子,過去是用PCD刀具粗加工,然后進行拋光,改用SCD代替PCD刀具加工,其工件可達到鏡面的表面粗糙度,省去了拋光工序。
嚴密的檢查
在汽車和航空工業的高生產加工工序(包括對非鐵材料的加工)中,其表面粗糙度的平均值通常是用于確定被加工工件的光潔度,當加工工件表面粗糙度值Ra值要求低時,一般都應采用金剛石刀具,這種刀具的刀刃在放大倍數較高的情況下進行觀察不能有缺口。
大多數PCD刀具經研磨后,將其刀刃部位放大(<50X=進行檢查,通過觀察可以看出,PCD刀具的單個顆粒的孔隙及刀刃呈鋸齒不平狀態。要想達到最好的加工表面粗糙度(15~50μm),可選取合適的幾何參數(切削速度、進給量及切削深度等)。
然而,在某些應用場合,要求PCD刀刃(放大150倍)不得有缺口,這種要求是能夠達到的,只不過按上述要求制作PCD刀具比較困難,而且制造的費用要比標準的PCD刀具高3~5倍,其刀具加工表面粗糙度可以達到10~14μm。
將SCD刀具刀刃放大1500倍,進行觀察,刀刃無缺口,所以采用這種刀具在精密車床上進行加工,其工件可達到鏡面的表面粗糙度。
在采用PCD刀具加工非鐵和非金屬材料不能達到所要求的加工表面粗糙度時,可在加工中心上用SCD刀具加工,省去以住的拋光工序。
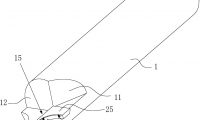
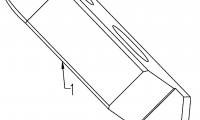
金剛石刀頭
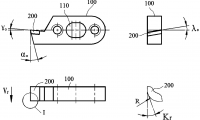
如其它刀具材料一樣,SCD刀具不是對每種加工都適合,在選擇時應考慮以下幾點:
切削深度:SCD刀具刃口很鋒利,當采用大切深進行加工時,其加工效果不夠明顯,這在很大程度上取決于工件材料、切削速度和進給量,所以切削深度大于0.02mm時,不宜采用SCD刀具進行加工,最好先用PCD刀具進行粗加工,然后用SCD刀具進行精加工。
工件材料:加工非鐵金屬(鋁、紫銅、黃銅)和非金屬材料(塑料、木材等)時,最好采用SCD刀具,任何鐵系材料都不宜采用SCD進行加工。
價格:SCD刀具性能超過其它先進刀具材料,利用這種材料進行加工可獲得巨大的經濟效益,但其價格很貴,如一把SCD刀具的價格超過PCD刀具4倍以上,盡管SCD刀具價格高,但如果正確使用SCD刀具,它可減少加工工序成本并可使生產效率大大提高。
裝卸:金剛石是最硬的材料,也是極脆和耐熱震很敏感的材料。SCD刀刃鋒利,任何實發性的沖擊(如刀具裝卸不細心或刀具落地)都會使刀刃產生缺口、裂紋或損壞,所以應對操作者進行培訓。為避免精微的刀刃碰壞,一般應在金剛石刀具和其它零部件之間放置一薄膜件。
總之,盡管SCD刀具價格昂貴,而且只局限于某些材料的加工,但由于其加工效率高,良好的表面粗糙度及刀具壽命長等優點,從而彌補了該刀具價格昂貴的不足。







 豫公網安備41019702003646號
豫公網安備41019702003646號