

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信
摘要:利用自制的實驗設(shè)備研究了電鍍金剛石線鋸的超聲縱振動切割加工脆性材料。實驗結(jié)果表明,該種加工方法與相同實驗條件下的非施加超聲振動相比,具有加工效率高、表面質(zhì)量好、破碎小等特點(diǎn),為硬脆材料的切割提供了一種新的有效的加工方法。
0、前言
用金剛石線鋸切割脆性半導(dǎo)體材料的工藝最早由Mech于20世紀(jì)70年代提出。W.Ebner進(jìn)行了早期線鋸加工實驗,由一個主動輪鼓和一個從動滑輪組成的往復(fù)式試驗機(jī)床,金剛石鋸絲的兩端繞過滑輪分別固定在輪鼓徑向的兩端,電機(jī)驅(qū)動輪鼓帶動鋸絲往復(fù)運(yùn)動。W.Ebner用之進(jìn)行切割,得到了小于0.4mm的切片厚度。20世紀(jì)80年代,出現(xiàn)了可用于硅片切割的金剛石多線鋸。
Anderson,J.R使用日本Yasunager公司的YQ100金剛石多線鋸進(jìn)行了硅切片實驗,得到的切縫寬度小于0.16mm,表面損傷層深度小于5μm。尤其是近幾年來,金剛石線鋸得到了快速發(fā)展,對其研究也更為深入。
一、電鍍金剛石線鋸的超聲縱振動切割加工
目前,固結(jié)磨料金剛石線鋸受制造工藝限制,應(yīng)用和研究相對較少。Clark等人使用木材和泡沫陶瓷作為試件,對切割力進(jìn)行在線測量,研究了固結(jié)磨料的金剛石鋸絲的壽命以及工藝參數(shù)對切割力、力比和加工表面粗糙度的影響。由于設(shè)備、資金和工藝的限制,國內(nèi)的研究多為自制實驗設(shè)備,并用石材作試件進(jìn)行實驗,從金剛石線鋸設(shè)備制造、切割質(zhì)量、切割機(jī)理和失效機(jī)理幾方面進(jìn)行了探索。樊瑞新和盧煥明對比線鋸切割硅片和內(nèi)圓鋸切割硅片的表面切割損傷和損傷層厚度并指出,線切割硅片表面粗糙度大,外表面損傷大,但損傷層的厚度要小于常規(guī)內(nèi)圓鋸切割硅片,并討論了影響線切割硅片表面損傷的原因。高偉對固結(jié)磨料的環(huán)形金剛石線鋸的鋸絲制造進(jìn)行了研究,進(jìn)行了花崗巖的切割實驗,建立了鋸切力的理論模型,研究了鋸絲失效機(jī)理,用有限元模型分析了金剛石顆粒破碎和脫落原因。
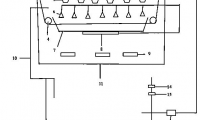
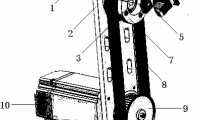
本文設(shè)計的超聲波線切割實驗裝置,主要是使金剛石線鋸實現(xiàn)直線往復(fù)切割加工和超聲波切割加工及復(fù)合加工。要實現(xiàn)以上功能,實驗裝置要完成的運(yùn)動包括:
(1) 線鋸的往復(fù)運(yùn)動;
(2) 線鋸的超聲波縱振動;
(3) 線鋸的低速扭轉(zhuǎn)運(yùn)動;
(4) 工作臺X向的移動;
(5) 工作臺Y向的移動;
其中,線鋸的往復(fù)運(yùn)動、超聲波振動是超聲波線切割加工的基本運(yùn)動;工作臺的方向移動是為了加工成型表面,同時便于工件的裝夾和定位。此外,線鋸的扭轉(zhuǎn)運(yùn)動是保證工具的磨損均勻和工件的加工質(zhì)量。
1、實驗方法
1.1實驗設(shè)備 實驗采用自制的USDW-1型超聲波線切割實驗機(jī),主機(jī)功率0.75KW,調(diào)速范圍80~400rpm,行程為50~150mm連續(xù)可調(diào);
工具采用JR2型金剛石,線鋸直徑為Ф0.3~1.0mm, 金剛石粒度為200~280#;如圖1
超生發(fā)生器的功率為250W,頻率為20KHz,工具的最大振幅為20μm;
加工對象是氧化鋯陶瓷、玻璃。
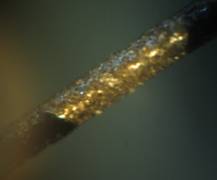
圖1 電鍍金剛石線鋸的放大100倍的圖片
2、實驗結(jié)果及分析
2.1 粒度對加工效率的影響
圖2表示當(dāng)其他條件不變的情況下,線鋸直徑為Ф0.5mm, 金剛石粒度為140~280#轉(zhuǎn)速為200rpm,行程為100mm,側(cè)向壓力為5N,超生發(fā)生器的功率為250W,頻率為20KHz,工具的最大振幅為20μm;加工對象是氧化鋯陶瓷,金剛石粒度對加工效率的影響。由圖3可知,無論施加超聲振動的切割,還是未施加超聲振動的直線往復(fù)切割,其加工效率均是隨著金剛石的目數(shù)的增加,即粒度直徑的減小,加工效率降低。但是相同的條件下,施加超聲振動的切割比未施加超聲振動的直線往復(fù)切割的效率要高。
圖2 磨料粒度與加工速度的關(guān)系
2.2 線鋸的轉(zhuǎn)速對加工效率的影響
圖3表示當(dāng)其他條件不變的情況下,線鋸直徑為Ф0.8mm, 金剛石粒度為200#,行程為100mm,側(cè)向壓力為5N,超生發(fā)生器的功率為250W,頻率為20KHz,工具的最大振幅為20μm;加工對象是氧化鋯陶瓷,線鋸的轉(zhuǎn)速對加工效率的影響。由圖4可知,無論施加超聲振動的切割,還是未施加超聲振動的直線往復(fù)切割,其加工效率均是隨著線鋸的轉(zhuǎn)速的增加,加工效率提高。相同的條件下,施加超聲振動的切割比未施加超聲振動的直線往復(fù)切割的效率平均提高2.5倍。很顯然,隨著線鋸速度的提高,單位時間內(nèi)參加切割的金剛石磨粒數(shù)增多,因此,鋸切效率隨著轉(zhuǎn)速的提高而提高。同理,在相同條件下當(dāng)施加超聲振動后加工效率進(jìn)一步增加,也容易理解。

圖3 線鋸的轉(zhuǎn)速與加工效率的關(guān)系
2.3 側(cè)向力對加工效率的影響
從圖4的側(cè)向壓力與加工速度的關(guān)系可以看出,隨著側(cè)向壓力的增大,加工速度越高,當(dāng)側(cè)向壓力大于6N時,線鋸彎曲很嚴(yán)重,使加工不能正常進(jìn)行。相同的條件下,施加超聲振動的切割比未施加超聲振動的直線往復(fù)切割的效率平均提高2.6倍。根據(jù)M. C.Shaw、G.E.Miller和V.F. Kazantsevetal的理論都表明:壓力越大金剛石壓入材料越深,所以加工效率越高。同時,切向力也相應(yīng)增加。
圖4側(cè)向力與加工效率的關(guān)系
3、表面質(zhì)量分析
本實驗表面分析采用上海產(chǎn)的金相顯微鏡和哈爾濱量具廠生產(chǎn)的2201型粗糙度儀分別對這兩種加工方法加工的零件表面進(jìn)行分析如圖5(a) (b)所示. 圖5(a)為未施加超聲振動時,金剛石線鋸切割氧化鋯陶瓷的粗糙度值Ra=1.3~1.5μm,圖5 (b) 為施加超聲振動時,金剛石線鋸切割氧化鋯陶瓷的粗糙度值Ra=0.7~0.8μm,由此可見,施加超聲振動時的金剛石線鋸切割得到的表面粗糙度要低。

圖5(a) 未施加超聲振動時金剛石線鋸切割氧化鋯陶瓷的粗糙度值
圖5 (b) 施加超聲振動時金剛石線鋸切割氧化鋯陶瓷的粗糙度值
圖6為未施加超聲振動時,金剛石線鋸切割氧化鋯陶瓷放大200倍金相照片,圖7為施加超聲振動時,金剛石線鋸切割氧化鋯陶瓷放大200倍金相照片,從圖6和可以明顯地看到未施加超聲振動時,金剛石線鋸

圖6 為未施加超聲振動

圖7為施加超聲振動
割氧化鋯陶瓷所產(chǎn)生明顯的切割條紋,而圖7中施加超聲振動時,金剛石線鋸切割氧化鋯陶瓷雖然可以看到切割條紋,但是其切割條紋與圖6相比不很明顯,這一結(jié)果與測量到的粗糙度值相一致。
4、結(jié)論
利用自制的實驗設(shè)備研究了電鍍金剛石線鋸的超聲縱振動切割加工脆性材料,通過大量的實驗研究及測試,可得出如下結(jié)論:
(1) 該方法在硬脆材料切割方面是一種
切實可行的高效的加工方法,具有材料去除率高、加工質(zhì)量好、經(jīng)濟(jì)性好等特點(diǎn);
(2) 該加工方法與相同條件下的普通鋸切相比,加工速度平均提高2.5倍;
(3) 該加工方法與相同條件下的普通鋸切相比,表面粗糙度降低了近1倍;其表面粗糙度為Ra=0.7~0.8μm;而且表面無明顯的切削條紋;
(4) 上述的實驗結(jié)果只是初步的,有許多問題有待進(jìn)一步深入系統(tǒng)的研究。









 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號