

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 摘要:復(fù)合材料零部件可以轉(zhuǎn)載在金屬切削機(jī)床上進(jìn)行加工,也可以采用與切削金屬零件類似的刀具。然而,一旦刀具切削刃切入復(fù)合材料工件,就能揭示出與金屬切削的本質(zhì)區(qū)別——二者的材料去除機(jī)理...
摘要:
復(fù)合材料零部件可以轉(zhuǎn)載在金屬切削機(jī)床上進(jìn)行加工,也可以采用與切削金屬零件類似的刀具。然而,一旦刀具切削刃切入復(fù)合材料工件,就能揭示出與金屬切削的本質(zhì)區(qū)別——二者的材料去除機(jī)理完全不一樣。
金屬切削加工的材料去除機(jī)理是塑性變形。工件材料比刀具材料軟,在刀具切削刃上會(huì)形成切屑流。而在切削加工復(fù)合材料時(shí)并不會(huì)產(chǎn)生真正意義上的切屑。工件材料并不是被剪切去除,切削刃的作用是切碎堅(jiān)硬的碳纖維。在此過程中,切削刃要承受劇烈的磨蝕,這可能會(huì)導(dǎo)致其快速磨損。
在金屬切削加工中,刀具的幾何形狀決定其切削性能,刀具材料決定其使用壽命。復(fù)合材料的切削加工也同樣如此。在加工復(fù)合材料時(shí),刀具材料也會(huì)成為其切削性能的一個(gè)決定因素。復(fù)合材料可能會(huì)造成刀具快速磨損,從而使刀具幾何形狀迅速改變——除非切削刃材料能夠抵御復(fù)合材料的磨蝕,足以保持其幾何形狀和鋒利性。鉆削加工復(fù)合材料時(shí),一種常見的現(xiàn)象就是,可能加工出的前兩個(gè)孔都具有良好的鉆出孔口質(zhì)量,但很快就會(huì)在第三個(gè)孔出現(xiàn)分層、開裂或其他孔口缺陷,這是因?yàn)榈毒叩哪p導(dǎo)致其幾何形狀再也無法保持干凈整齊的切削。
關(guān)鍵詞:金剛石刀具,復(fù)合材料,切削加工
引言
波音787是世界上第一種主要由碳纖維復(fù)合材料制成的大型商用客機(jī):復(fù)合材料占到這種飛機(jī)結(jié)構(gòu)重量的50%和飛機(jī)體積的大約80%。與之相比,波音777型客機(jī)所用復(fù)合材料的重量?jī)H占11%。波音公司正在實(shí)現(xiàn)一個(gè)重大承諾:用復(fù)合材料取代金屬材料。航空公司從中獲得的經(jīng)濟(jì)效益可以解釋這樣做的原因。如何切削加工復(fù)合材料對(duì)于一架飛機(jī)而言,初始購機(jī)成本在其最終總成本中并不占大頭。飛機(jī)的維修成本和燃油成本加起來占到其運(yùn)行總成本的大部分。而使用復(fù)合材料可以顯著降低這兩方面的成本。與金屬材料相比,航空復(fù)合材料本身具有更好的抗疲勞性和耐腐蝕性,從而在波音787的整個(gè)服役期間能節(jié)省高達(dá)3,000-4,000萬美元的維修費(fèi)用。復(fù)合材料結(jié)構(gòu)還提供了更大的強(qiáng)度/重量比,有利于節(jié)省燃油成本。據(jù)估計(jì),與飛行里程相同的波音767(一種較小的客機(jī))相比,一架波音787每年節(jié)省的燃油費(fèi)用可達(dá)500萬美元。如何切削加工復(fù)合材料通過采用復(fù)合材料而在維修和燃油成本上節(jié)省的費(fèi)用,以及在其他方面節(jié)省的各種成本,加起來差不多已經(jīng)接近這架飛機(jī)的價(jià)格。也就是說,可以這樣理解:如果這架飛機(jī)是用復(fù)合材料制成的,那你幾乎就是免費(fèi)獲得了這架飛機(jī)。
復(fù)合材料零部件可以轉(zhuǎn)載在金屬切削機(jī)床上進(jìn)行加工,也可以采用與切削金屬零件類似的刀具。然而,一旦刀具切削刃切入復(fù)合材料工件,就能揭示出與金屬切削的本質(zhì)區(qū)別——二者的材料去除機(jī)理完全不一樣。
金屬切削加工的材料去除機(jī)理是塑性變形。工件材料比刀具材料軟,在刀具切削刃上會(huì)形成切屑流。而在切削加工復(fù)合材料時(shí)并不會(huì)產(chǎn)生真正意義上的切屑。工件材料并不是被剪切去除,切削刃的作用是切碎堅(jiān)硬的碳纖維。在此過程中,切削刃要承受劇烈的磨蝕,這可能會(huì)導(dǎo)致其快速磨損。
在金屬切削加工中,刀具的幾何形狀決定其切削性能,刀具材料決定其使用壽命。復(fù)合材料的切削加工也同樣如此。在加工復(fù)合材料時(shí),刀具材料也會(huì)成為其切削性能的一個(gè)決定因素。復(fù)合材料可能會(huì)造成刀具快速磨損,從而使刀具幾何形狀迅速改變——除非切削刃材料能夠抵御復(fù)合材料的磨蝕,足以保持其幾何形狀和鋒利性。鉆削加工復(fù)合材料時(shí),一種常見的現(xiàn)象就是,可能加工出的前兩個(gè)孔都具有良好的鉆出孔口質(zhì)量,但很快就會(huì)在第三個(gè)孔出現(xiàn)分層、開裂或其他孔口缺陷,這是因?yàn)榈毒叩哪p導(dǎo)致其幾何形狀再也無法保持干凈整齊的切削。
關(guān)鍵詞:金剛石刀具,復(fù)合材料,切削加工
引言
波音787是世界上第一種主要由碳纖維復(fù)合材料制成的大型商用客機(jī):復(fù)合材料占到這種飛機(jī)結(jié)構(gòu)重量的50%和飛機(jī)體積的大約80%。與之相比,波音777型客機(jī)所用復(fù)合材料的重量?jī)H占11%。波音公司正在實(shí)現(xiàn)一個(gè)重大承諾:用復(fù)合材料取代金屬材料。航空公司從中獲得的經(jīng)濟(jì)效益可以解釋這樣做的原因。如何切削加工復(fù)合材料對(duì)于一架飛機(jī)而言,初始購機(jī)成本在其最終總成本中并不占大頭。飛機(jī)的維修成本和燃油成本加起來占到其運(yùn)行總成本的大部分。而使用復(fù)合材料可以顯著降低這兩方面的成本。與金屬材料相比,航空復(fù)合材料本身具有更好的抗疲勞性和耐腐蝕性,從而在波音787的整個(gè)服役期間能節(jié)省高達(dá)3,000-4,000萬美元的維修費(fèi)用。復(fù)合材料結(jié)構(gòu)還提供了更大的強(qiáng)度/重量比,有利于節(jié)省燃油成本。據(jù)估計(jì),與飛行里程相同的波音767(一種較小的客機(jī))相比,一架波音787每年節(jié)省的燃油費(fèi)用可達(dá)500萬美元。如何切削加工復(fù)合材料通過采用復(fù)合材料而在維修和燃油成本上節(jié)省的費(fèi)用,以及在其他方面節(jié)省的各種成本,加起來差不多已經(jīng)接近這架飛機(jī)的價(jià)格。也就是說,可以這樣理解:如果這架飛機(jī)是用復(fù)合材料制成的,那你幾乎就是免費(fèi)獲得了這架飛機(jī)。
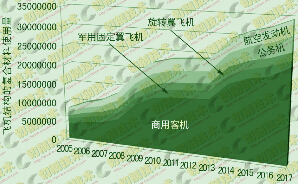
圖1 在未來10年中,復(fù)合材料在飛機(jī)上的使用量預(yù)計(jì)將增加2倍以上
軍用直升機(jī)也是最早采用先進(jìn)復(fù)合材料的領(lǐng)域之一。雖然現(xiàn)在商用飛機(jī)使用復(fù)合材料的比例(按重量計(jì))才達(dá)到50%,但某些直升機(jī)的復(fù)合材料用量(按重量計(jì))早已高達(dá)90%。然而,即使在這一市場(chǎng)中,人們也仍然在不斷發(fā)現(xiàn)復(fù)合材料的新用途。例如,波音公司最近就在阿帕奇AH-64軍用直升機(jī)中用CFRP部件取代了金屬部件,這并不是因?yàn)镃FRP的抗疲勞強(qiáng)度、耐腐蝕性等特性,而是因?yàn)樗哂袃?yōu)異的抗沖擊性能。
直升機(jī)后部的水平尾翼通常用鋁合金制成。這種鋁合金部件有時(shí)會(huì)被阿帕奇直升機(jī)發(fā)射導(dǎo)彈時(shí)產(chǎn)生的噴射流所損壞,這種噴射流會(huì)以大約每秒2,000英尺的速度向后高速?zèng)_擊水平尾翼。而復(fù)合材料部件能更好地抵御這種沖擊。此外,這種新的復(fù)合材料尾翼重量更輕,制造成本也更低,可謂“一舉幾得”。
直升機(jī)后部的水平尾翼通常用鋁合金制成。這種鋁合金部件有時(shí)會(huì)被阿帕奇直升機(jī)發(fā)射導(dǎo)彈時(shí)產(chǎn)生的噴射流所損壞,這種噴射流會(huì)以大約每秒2,000英尺的速度向后高速?zèng)_擊水平尾翼。而復(fù)合材料部件能更好地抵御這種沖擊。此外,這種新的復(fù)合材料尾翼重量更輕,制造成本也更低,可謂“一舉幾得”。

圖2 波音787的機(jī)身部分完全由復(fù)合材料制成
然而,飛機(jī)零部件材料的顯著改變也引起了飛機(jī)零部件制造方式的重大變化。一架主要由復(fù)合材料制成的商用飛機(jī)對(duì)于航空制造業(yè)有何意義呢?說得更具體一些,這對(duì)飛機(jī)零部件的加工意味著什么呢?復(fù)合材料零件是一種近凈成形工件。為了加工出要求的零件形狀,需要將這種形狀復(fù)制在專門定制的刀具上。與鋁合金航空結(jié)構(gòu)件相比,復(fù)合材料零件需要進(jìn)行的切削加工要少得多。但話又說回來,復(fù)合材料零件需要進(jìn)行的切削加工確實(shí)極具挑戰(zhàn)性。復(fù)合材料的定義方式與金屬材料不同。“復(fù)合材料”是將兩種或多種材料組合到一起,以獲得比單獨(dú)采用其中任何一種材料更優(yōu)異的性能。在復(fù)合材料中,一種材料是基體,另外一種(或多種)材料起補(bǔ)強(qiáng)作用。碳纖維增強(qiáng)塑料(CFRP)是飛機(jī)零部件常用的主要復(fù)合材料,由塑料基體和起補(bǔ)強(qiáng)作用的碳纖維構(gòu)成。嘗試加工這種復(fù)合材料的生產(chǎn)車間面臨著雙重挑戰(zhàn):塑料基體可能會(huì)因?yàn)榍邢鳒囟冗^高而融化;而碳纖維可能會(huì)因?yàn)槠扑?而不是平穩(wěn)剪切)而變得難以切削。同時(shí),CFRP結(jié)構(gòu)件是由各層材料疊合而成,在切削加工時(shí)可能容易出現(xiàn)開裂或分層現(xiàn)象。
最后一個(gè)挑戰(zhàn)在于:當(dāng)準(zhǔn)備對(duì)復(fù)合材料結(jié)構(gòu)件進(jìn)行切削加工時(shí),它已經(jīng)成為一個(gè)價(jià)值不菲的工件,如果加工報(bào)廢,可能會(huì)蒙受巨大的經(jīng)濟(jì)損失。
因此,隨著越來越多的復(fù)合材料零件進(jìn)入市場(chǎng),更多的加工車間將面臨這樣一種現(xiàn)實(shí):與金屬零件相比,復(fù)合材料工件的加工量更小,但加工的成本更高、難度更大、價(jià)值更昂貴、影響更嚴(yán)重。
并不只有波音公司在推動(dòng)復(fù)合材料發(fā)展。實(shí)際上,幾乎所有的飛機(jī)制造商都越來越多地用復(fù)合材料來替代某些金屬零件和組件。現(xiàn)在,直升機(jī)也大量使用復(fù)合材料。事實(shí)上,各種高附加值產(chǎn)品制造商正越來越多地尋求采用這種或那種形式的復(fù)合材料,以利用其高強(qiáng)度、高剛性、耐久性、耐腐蝕性、耐磨損性和重量輕等優(yōu)勢(shì)。有人預(yù)計(jì),在未來10年中,用于風(fēng)力發(fā)電機(jī)的碳纖維復(fù)合材料可能會(huì)比用于所有飛機(jī)的CFRP更多。同時(shí),金屬基復(fù)合材料正被應(yīng)用于高性能汽車零部件(如剎車盤等)。此外,由于復(fù)合材料能夠透過X射線,因此可能還會(huì)在醫(yī)療行業(yè)發(fā)現(xiàn)許多新的用途。
然而,在討論此類材料時(shí),上述措辭——“這種或那種形式的復(fù)合材料”——給出了一個(gè)重要提示,即復(fù)合材料并不是一類具有統(tǒng)一標(biāo)準(zhǔn)的材料。
例如,碳纖維復(fù)合材料(CFRP)是一種聚合物增強(qiáng)塑料,其中包括許多不同的品種。同樣,金屬基復(fù)合材料和陶瓷基復(fù)合材料的規(guī)格品種也五花八門。實(shí)際上,“復(fù)合材料”一詞所指的范圍比“金屬材料”范圍更廣。
美國(guó)俄亥俄州的合同制造商General Tool公司的數(shù)控編程和刀具主管Earl Wilkerson曾經(jīng)面對(duì)各種不同復(fù)合材料的加工挑戰(zhàn)。他認(rèn)為,復(fù)合材料可以是“人們希望將其組合在一起的任何兩種材料。”
當(dāng)你面對(duì)一種從未加工過的復(fù)合材料時(shí),如何知道正確的加工方法呢?你很可能對(duì)此毫無頭緒。這是復(fù)合材料加工的現(xiàn)實(shí)狀況。在這一點(diǎn)上,General Tool公司可以算是復(fù)合材料加工專家。該公司很早就開始加工采用復(fù)合材料的噴氣發(fā)動(dòng)機(jī),有15年以上加工航空復(fù)合材料的豐富經(jīng)驗(yàn)。即便如此,每一種新的復(fù)合材料零件對(duì)其加工車間仍然是一種新的挑戰(zhàn)。
事實(shí)上,每一種新的碳纖維復(fù)合材料(CFRP)零件都各不相同。“CFRP”本身的范圍很廣。General Tool公司在其第一種CFRP零件的加工獲得成功后,在加工第二種CFRP零件時(shí)又麻煩不斷,直到它發(fā)現(xiàn),應(yīng)該降低加工所用的切削參數(shù),并增大加工某些零件特征所需的毛坯余量,因?yàn)榈诙NCFRP的特性和成分與第一種CFRP截然不同——這是復(fù)合材料加工的典型特點(diǎn)。Wilkerson指出,“為了確定合適的刀具、切削速度和進(jìn)給率,你不能只是去查一本切削手冊(cè),在其中尋找有關(guān)‘復(fù)合材料’的內(nèi)容。你甚至都無法找到加工CFRP的內(nèi)容。對(duì)這些材料的加工還缺乏足夠明確的定義或一致性。”
不過,從事復(fù)合材料加工的生產(chǎn)車間還是總結(jié)出了一些有用的經(jīng)驗(yàn)——這些經(jīng)驗(yàn)使它們?cè)诩庸つ骋活悘?fù)合材料時(shí)能持續(xù)獲得成功,雖然復(fù)合材料的種類還在不斷增加和變化。
1 復(fù)合材料加工機(jī)理
切削加工復(fù)合材料可能看起來與切削金屬材料大同小異,但實(shí)際上,二者的加工機(jī)理大相徑庭。
復(fù)合材料(如CFRP)零件可以裝夾在金屬切削機(jī)床上進(jìn)行加工,甚至也可以采用與切削金屬零件類似的刀具(雖然這種可能性較小)。然而,一旦刀具切削刃切入復(fù)合材料工件,就能揭示出與金屬切削的本質(zhì)區(qū)別——二者的材料去除機(jī)制完全不同。
金屬切削加工的材料去除機(jī)制是塑性變形。工件材料比刀具材料軟,在刀具切削刃上會(huì)形成切屑流。而在切削加工復(fù)合材料時(shí)(這里主要考慮CFRP),并不會(huì)產(chǎn)生真正意義上的切屑。相反,用“粉碎”來描述材料去除機(jī)理可能更為貼切。工件材料并不是被剪切去除,切削刃的作用是切碎堅(jiān)硬的碳纖維。在此過程中,切削刃要承受劇烈的磨蝕,這可能會(huì)導(dǎo)致其快速磨損。
在金屬切削加工中,刀具幾何形狀決定了其切削性能,刀具材料決定了其使用壽命。復(fù)合材料的切削加工也同樣如此。不過,在加工復(fù)合材料時(shí),刀具材料也會(huì)成為其切削性能的一個(gè)決定因素。復(fù)合材料可能會(huì)造成刀具快速磨損,從而使刀具幾何形狀也迅速改變——除非切削刃材料能夠抵御復(fù)合材料的磨蝕,足以保持其幾何形狀和鋒利性。鉆削加工復(fù)合材料時(shí),一種常見的現(xiàn)象就是,可能加工出的前兩個(gè)孔都具有良好的鉆出孔口質(zhì)量,但很快就會(huì)在第三個(gè)孔出現(xiàn)分層、開裂或其他孔口缺陷,這只是因?yàn)榈毒叩哪p導(dǎo)致其幾何形狀再也無法保持干凈整齊的切削。
在某種程度上,加工復(fù)合材料實(shí)際上是將加工流程前后顛倒,因?yàn)榧庸ぼ囬g的注意力轉(zhuǎn)移到了加工流程的不同部分。加工金屬材料航空零件可能需要大功率機(jī)床,但只需使用普通刀具,且用簡(jiǎn)單的夾具就能確保加工的安全性。與此相反,銑削和鉆削復(fù)合材料通常是在功率小得多的輕型機(jī)床上進(jìn)行,但可能需要采用高端刀具,并要使用專門定制的夾具,以便在整個(gè)加工過程中緊密支撐工件,防止其剛性薄壁產(chǎn)生振動(dòng)和破損。

圖3 修邊是復(fù)合材料零件常見的加工方式,雖然加工過程較簡(jiǎn)單,但夾具和刀具所需投資很大
下面是加工碳纖維復(fù)合材料(CFRP)時(shí)可能需要考慮的一些要點(diǎn)。
(1)刀具材料
硬質(zhì)合金刀具可以用于加工復(fù)合材料,但由于壽命較短,在加工過程中往往需要頻繁換刀。
金剛石刀具可能具有更長(zhǎng)的使用壽命。加工CFRP時(shí),可選擇的金剛石工具包括電鍍金剛石磨粒的修磨棒、CVD金剛石涂層刀具或整體式PCD刀片。
為加工復(fù)合材料而專門開發(fā)的一種不同尋常的刀具是“整體燒結(jié)”金剛石刀具,該刀具是將金剛石材料填充在硬質(zhì)合金刀柄上專門設(shè)計(jì)和加工出的狹槽中,直接燒結(jié)成型。
(2)刀具幾何形狀
至少在一個(gè)方面,復(fù)合材料的“粉碎”去除機(jī)理與金屬材料的“變形”去除機(jī)理有相似之處:正如在金屬切削中一樣,切削能量也會(huì)轉(zhuǎn)化為熱量。
CFRP的散熱特別困難,因?yàn)榧庸r(shí)不會(huì)產(chǎn)生能帶走熱量的切屑,加之復(fù)合材料的導(dǎo)熱性很差。由此造成的熱量積聚使基體材料面臨融化或以其他方式受損的危險(xiǎn)。冷卻液可能也于事無補(bǔ),因?yàn)橛行?fù)合材料零件的加工不允許使用冷卻液。因此,只能通過合理選用刀具和走刀路徑來抑制切削熱。
一般來說,尖銳的刀具切削角是減少切削熱的關(guān)鍵要素之一。銑削和鉆孔復(fù)合材料的刀具通常都采用大正前角,以最大限度地減少發(fā)熱量,實(shí)現(xiàn)快速、鋒利、整潔的切削。這些刀具也具有較大的后角,足以防止刀具切削刃在走刀時(shí)與工件摩擦發(fā)熱。
(1)刀具材料
硬質(zhì)合金刀具可以用于加工復(fù)合材料,但由于壽命較短,在加工過程中往往需要頻繁換刀。
金剛石刀具可能具有更長(zhǎng)的使用壽命。加工CFRP時(shí),可選擇的金剛石工具包括電鍍金剛石磨粒的修磨棒、CVD金剛石涂層刀具或整體式PCD刀片。
為加工復(fù)合材料而專門開發(fā)的一種不同尋常的刀具是“整體燒結(jié)”金剛石刀具,該刀具是將金剛石材料填充在硬質(zhì)合金刀柄上專門設(shè)計(jì)和加工出的狹槽中,直接燒結(jié)成型。
(2)刀具幾何形狀
至少在一個(gè)方面,復(fù)合材料的“粉碎”去除機(jī)理與金屬材料的“變形”去除機(jī)理有相似之處:正如在金屬切削中一樣,切削能量也會(huì)轉(zhuǎn)化為熱量。
CFRP的散熱特別困難,因?yàn)榧庸r(shí)不會(huì)產(chǎn)生能帶走熱量的切屑,加之復(fù)合材料的導(dǎo)熱性很差。由此造成的熱量積聚使基體材料面臨融化或以其他方式受損的危險(xiǎn)。冷卻液可能也于事無補(bǔ),因?yàn)橛行?fù)合材料零件的加工不允許使用冷卻液。因此,只能通過合理選用刀具和走刀路徑來抑制切削熱。
一般來說,尖銳的刀具切削角是減少切削熱的關(guān)鍵要素之一。銑削和鉆孔復(fù)合材料的刀具通常都采用大正前角,以最大限度地減少發(fā)熱量,實(shí)現(xiàn)快速、鋒利、整潔的切削。這些刀具也具有較大的后角,足以防止刀具切削刃在走刀時(shí)與工件摩擦發(fā)熱。
圖4 對(duì)加工復(fù)合材料的加工中心最不尋常的要求可能只是較長(zhǎng)的五軸運(yùn)動(dòng)行程

圖5 電鍍金剛石刀具
(3)工件的夾持
雖然復(fù)合材料零部件需要進(jìn)行的加工可能比較簡(jiǎn)單——往往只需要鉆削和修邊,但用于支承這些零部件的夾具本身可能具有相當(dāng)高的設(shè)計(jì)要求。事實(shí)上,加工復(fù)合材料零部件用的夾具可能需要不菲的工程投資(圖3)。為了實(shí)現(xiàn)潔凈切削,保證工件不磨損起毛、不分層剝離,就要求工件定位可靠、夾持牢固,不會(huì)發(fā)生振動(dòng)。復(fù)合材料加工(尤其是薄壁件的加工)通常需要使用與工件外形精密貼合的真空吸附夾具(圖4)。選擇機(jī)械夾緊裝置的加工車間則通常會(huì)使用減振墊。

圖6 用電鍍金剛石刀具銑削復(fù)合材料工件
(4)加工機(jī)床
復(fù)合材料航空零部件的輪廓形狀一般需要用五軸聯(lián)動(dòng)機(jī)床加工。有些以前加工金屬零部件的車間可能會(huì)使用自己原有的五軸機(jī)床。不過,加工復(fù)合材料(至少是加工CFRP)時(shí),通常并不需要加工金屬材料時(shí)那樣大的機(jī)床功率和扭矩。事實(shí)上,在一些通常無法勝任金屬零件加工的輕型CNC鏤銑床上,往往能夠有效地加工CFRP和其他復(fù)合材料。
2 復(fù)合材料的銑削加工
General Tool公司正在見證復(fù)合材料加工需求的不斷增長(zhǎng)。該公司擁有240名員工和大約40臺(tái)CNC數(shù)控金屬切削機(jī)床。迄今為止,該公司的加工車間已設(shè)法將其復(fù)合材料加工限制在其中3臺(tái)機(jī)床上。之所以要對(duì)加工復(fù)合材料的機(jī)床加以限制,部分是因?yàn)榍邢鲝?fù)合材料(主要是CFRP)時(shí)產(chǎn)生的粉塵很難管理。不過,Wilkerson先生表示,復(fù)合材料的加工需求正變得越來越大,他認(rèn)為3臺(tái)機(jī)床將很難長(zhǎng)期滿足這種加工需求。
在該加工車間,復(fù)合材料工件的銑削加工相當(dāng)普遍(圖6)。那些尺寸較大、外壁較厚的復(fù)合材料零部件(尤其是噴氣發(fā)動(dòng)機(jī)的外殼)需要進(jìn)行大量的側(cè)銑和面銑加工。孔加工通常也會(huì)涉及到銑削,因?yàn)樵撥囬g為了滿足苛刻的質(zhì)量要求,需要首先鉆削出直徑較小的孔,然后再將其銑削加工到最終直徑尺寸。
CFRP的銑削加工通常采用電鍍金剛石刀具。典型的粗銑刀用粒度為25目的金剛石顆粒制成,可能會(huì)采用9.5mm的徑向切深。典型的精銑刀用粒度為100-180目的金剛石顆粒制成,其徑向切深可能僅為0.25mm。
Wilkerson表示,該車間曾經(jīng)確信,為了更好發(fā)揮金剛石刀具的切削性能,就需要提高切削速度,而其最大規(guī)格復(fù)合材料加工機(jī)床的主軸轉(zhuǎn)速僅為5,000r/min。因此,為了將較低的主軸轉(zhuǎn)速轉(zhuǎn)換為較高的表面切削速度,就需要采用大直徑的電鍍金剛石刀具。但隨著時(shí)間的推移,該車間發(fā)現(xiàn),電鍍金剛石刀具即使在較低的轉(zhuǎn)速下,也能獲得不錯(cuò)的切削性能。事實(shí)上,低速加工對(duì)抑制切削熱更有利。
現(xiàn)在,General Tool公司用電鍍金剛石刀具銑削加工復(fù)合材料的經(jīng)驗(yàn)和設(shè)備已轉(zhuǎn)化為一筆可觀的技術(shù)資產(chǎn),使其在承接復(fù)合材料加工任務(wù)時(shí)處于有利地位。即便是某種特定類型的CFRP銑削加工,可能也與該車間以前曾遇到過的加工任務(wù)有所不同,但該車間知道如何選用合適的刀具和切削參數(shù),至少可以在有效加工一種新的零件時(shí)有一個(gè)良好的開端。此外,該車間可能已有現(xiàn)成的合適刀具,這是很大的優(yōu)勢(shì)——一個(gè)重要復(fù)合材料加工項(xiàng)目所用的金剛石刀具價(jià)格可能超過1萬美元,而且從頭開始確認(rèn)和訂購這些刀具可能需要長(zhǎng)達(dá)12周的交貨時(shí)間。
復(fù)合材料的銑削加工可能代價(jià)不菲,但與復(fù)合材料的鉆削加工相比,其加工難度可能并不算大。
3 復(fù)合材料的鉆削加工
鉆削往往是復(fù)合材料零件加工的真正挑戰(zhàn)。在金屬零件上鉆孔時(shí),只需去除工件材料并對(duì)孔進(jìn)行清理即可。與此不同的是,在多層結(jié)構(gòu)的復(fù)合材料上鉆孔時(shí),鉆頭可能會(huì)推擠各層材料,并在出口一側(cè)造成不可接受的分層剝離、開裂等缺陷。
Wilkerson認(rèn)為,用標(biāo)準(zhǔn)的金屬切削鉆頭鉆削復(fù)合材料工件,就像鉆削沒有支撐的膠合板一樣,會(huì)將復(fù)合材料工件的鉆出孔口撕裂。因此,鉆削復(fù)合材料通常需要使用量身定制的專用鉆頭。
由于復(fù)合材料孔加工的技術(shù)要求和潛在挑戰(zhàn)各不相同,因此其鉆削刀具產(chǎn)品也多種多樣。用于CFRP孔加工的刀具設(shè)計(jì)具有以下一些特點(diǎn):
(1)采用中心直刃鉆尖設(shè)計(jì),鉆尖位于刀具中心,使周邊切削刃可以像飛刀那樣進(jìn)行切削。
(2)鉆鉸刀具有各自獨(dú)立的切削刃,可用一把刀具同時(shí)完成鉆削和鉸削加工。
(3)采用磨制的八面體鉆尖,這種結(jié)構(gòu)設(shè)計(jì)可使鉆尖的副切削角具有自定位功能,并能使刀具磨損分散到更多分離的切削刃上,從而延長(zhǎng)刀具壽命。
(4)采用雙刃帶結(jié)構(gòu)的定心階梯鉆頭可以提高復(fù)合疊層材料的鉆削精度。
刀具供應(yīng)商肯納金屬公司也開發(fā)了各種復(fù)合材料加工刀具。該公司專門研究CFRP鉆削的研發(fā)工程師Karthik Sampath提供了設(shè)計(jì)更高效復(fù) 合材料孔加工刀具的一些共同要點(diǎn):
(1)為了減小會(huì)導(dǎo)致分層剝離的切削力,采用正的刀具幾何形狀至關(guān)重要。
(2)螺旋角、后角和齒隙前角都遵循以下規(guī)律:隨著角度增大,鉆孔質(zhì)量趨于改善。
(3)減小鉆尖角有利于提高鉆出孔口的質(zhì)量。不過,鉆尖角過小可能會(huì)降低刀具的切削刃強(qiáng)度。對(duì)于加工CFRP的鉆頭,最佳折衷方案似乎是采用90°鉆尖角。與之相比,鉆削金屬材料時(shí),較典型的鉆尖角為135°(即加工復(fù)合材料的鉆頭“更尖”)。
Sampath表示,加工CFRP時(shí),金剛石涂層刀具通常會(huì)比未涂層刀具的使用壽命提高10倍以上。他通過實(shí)驗(yàn),對(duì)不同厚度(5-16μm)的金剛石涂層進(jìn)行了評(píng)估,結(jié)果表明,涂層厚度為12μm的金剛石涂層刀具具有最佳的壽命/價(jià)格比。
鉆削復(fù)合材料時(shí),對(duì)加工質(zhì)量的關(guān)注通常集中在鉆出孔口。但Sampath指出,有時(shí)也需要注意有問題的鉆入孔口缺陷。當(dāng)鉆頭鉆入時(shí),可能會(huì)使復(fù)合材料最上面的一層扭曲變形。出現(xiàn)這一問題通常表明鉆削進(jìn)給率太小。通過增大進(jìn)給率,往往可以減少入口缺陷——雖然這樣做可能會(huì)使出口缺陷增大。應(yīng)選用能兼顧入口和出口兩側(cè)質(zhì)量的最佳進(jìn)給率。
General Tool公司的Wilkerson表示,他經(jīng)常選用國(guó)際硬質(zhì)合金公司(International Carbide Corporation)提供的WonderDrill鉆頭來加工一些特定的復(fù)合材料零件。該鉆頭利用正的鉤形刃口將復(fù)合材料中的增強(qiáng)纖維“拉入”切削刃,從而加工出表面光潔的孔。這種外形簡(jiǎn)潔的刀具去掉了所有多余的刀槽,以提高其強(qiáng)度和剛度(圖10)。然而,即便使用這種刀具,General Tool公司通常也不會(huì)依賴鉆削加工來達(dá)到孔的最終尺寸,因?yàn)檫@樣做使缺陷增多的風(fēng)險(xiǎn)極大。為了確保孔的質(zhì)量,該公司通常是先鉆削一個(gè)比最終直徑尺寸小0.50-0.75mm的預(yù)孔,然后再用電鍍金剛石精銑刀以圓弧插補(bǔ)方式銑孔至最終尺寸。
4 用“水刀”加工復(fù)合材料
美國(guó)賓州的Hydrojet公司有兩臺(tái)福祿公司(Flow International Corporation)生產(chǎn)的磨料水射流(俗稱“水刀”)加工機(jī)床。該公司工程師Jack Seibert表示,作為一個(gè)小型加工車間,他們通過高效加工復(fù)合材料零件,找到了自己的利基市場(chǎng),而其他規(guī)模較大的飛機(jī)零部件制造商很難以一種成本效益好的方式進(jìn)行這種加工。很多復(fù)合材料零件都需要用磨料水刀進(jìn)行修邊。不過,并非所有零部件都適合水刀切割。因此,該車間最終又增加了一部分銑床,現(xiàn)在它有三臺(tái)哈斯公司(Haas Automation)生產(chǎn)的加工中心和一臺(tái)X軸行程達(dá)4m的大型CNC鏤銑床。
Seibert指出,應(yīng)采用水刀加工還是常規(guī)切削加工,主要取決于零件的幾何尺寸和形狀。大型零件可以首選水刀加工,因?yàn)橛盟肚懈罟ぜr(shí),不需要使用專門的夾具。但是,用水刀加工一些特殊廓形工件會(huì)出現(xiàn)一個(gè)問題,即用噴射水流切割預(yù)定的加工面時(shí),可能會(huì)意外切割到工件上其他一些不應(yīng)切割的表面。如果某個(gè)零件的廓形使其本身幾乎能平行對(duì)折,可能就不適合采用水刀切割,而必須在加工中心上切削加工。
其他一些因素也可能會(huì)影響加工方式的選擇。加工精度就是一個(gè)重要因素。加工中心的精度更高,因此更適合加工公差要求嚴(yán)苛的復(fù)合材料零件。另一個(gè)考慮因素是工件材料。水刀能夠有效加工各種不同類型的復(fù)合材料。例如,凱芙拉纖維是一種極難銑削加工的復(fù)合材料,常常令加工車間頭痛不已,而利用水刀則可以輕松地加工凱芙拉零件。
復(fù)合材料航空零部件的輪廓形狀一般需要用五軸聯(lián)動(dòng)機(jī)床加工。有些以前加工金屬零部件的車間可能會(huì)使用自己原有的五軸機(jī)床。不過,加工復(fù)合材料(至少是加工CFRP)時(shí),通常并不需要加工金屬材料時(shí)那樣大的機(jī)床功率和扭矩。事實(shí)上,在一些通常無法勝任金屬零件加工的輕型CNC鏤銑床上,往往能夠有效地加工CFRP和其他復(fù)合材料。
2 復(fù)合材料的銑削加工
General Tool公司正在見證復(fù)合材料加工需求的不斷增長(zhǎng)。該公司擁有240名員工和大約40臺(tái)CNC數(shù)控金屬切削機(jī)床。迄今為止,該公司的加工車間已設(shè)法將其復(fù)合材料加工限制在其中3臺(tái)機(jī)床上。之所以要對(duì)加工復(fù)合材料的機(jī)床加以限制,部分是因?yàn)榍邢鲝?fù)合材料(主要是CFRP)時(shí)產(chǎn)生的粉塵很難管理。不過,Wilkerson先生表示,復(fù)合材料的加工需求正變得越來越大,他認(rèn)為3臺(tái)機(jī)床將很難長(zhǎng)期滿足這種加工需求。
在該加工車間,復(fù)合材料工件的銑削加工相當(dāng)普遍(圖6)。那些尺寸較大、外壁較厚的復(fù)合材料零部件(尤其是噴氣發(fā)動(dòng)機(jī)的外殼)需要進(jìn)行大量的側(cè)銑和面銑加工。孔加工通常也會(huì)涉及到銑削,因?yàn)樵撥囬g為了滿足苛刻的質(zhì)量要求,需要首先鉆削出直徑較小的孔,然后再將其銑削加工到最終直徑尺寸。
CFRP的銑削加工通常采用電鍍金剛石刀具。典型的粗銑刀用粒度為25目的金剛石顆粒制成,可能會(huì)采用9.5mm的徑向切深。典型的精銑刀用粒度為100-180目的金剛石顆粒制成,其徑向切深可能僅為0.25mm。
Wilkerson表示,該車間曾經(jīng)確信,為了更好發(fā)揮金剛石刀具的切削性能,就需要提高切削速度,而其最大規(guī)格復(fù)合材料加工機(jī)床的主軸轉(zhuǎn)速僅為5,000r/min。因此,為了將較低的主軸轉(zhuǎn)速轉(zhuǎn)換為較高的表面切削速度,就需要采用大直徑的電鍍金剛石刀具。但隨著時(shí)間的推移,該車間發(fā)現(xiàn),電鍍金剛石刀具即使在較低的轉(zhuǎn)速下,也能獲得不錯(cuò)的切削性能。事實(shí)上,低速加工對(duì)抑制切削熱更有利。
現(xiàn)在,General Tool公司用電鍍金剛石刀具銑削加工復(fù)合材料的經(jīng)驗(yàn)和設(shè)備已轉(zhuǎn)化為一筆可觀的技術(shù)資產(chǎn),使其在承接復(fù)合材料加工任務(wù)時(shí)處于有利地位。即便是某種特定類型的CFRP銑削加工,可能也與該車間以前曾遇到過的加工任務(wù)有所不同,但該車間知道如何選用合適的刀具和切削參數(shù),至少可以在有效加工一種新的零件時(shí)有一個(gè)良好的開端。此外,該車間可能已有現(xiàn)成的合適刀具,這是很大的優(yōu)勢(shì)——一個(gè)重要復(fù)合材料加工項(xiàng)目所用的金剛石刀具價(jià)格可能超過1萬美元,而且從頭開始確認(rèn)和訂購這些刀具可能需要長(zhǎng)達(dá)12周的交貨時(shí)間。
復(fù)合材料的銑削加工可能代價(jià)不菲,但與復(fù)合材料的鉆削加工相比,其加工難度可能并不算大。
3 復(fù)合材料的鉆削加工
鉆削往往是復(fù)合材料零件加工的真正挑戰(zhàn)。在金屬零件上鉆孔時(shí),只需去除工件材料并對(duì)孔進(jìn)行清理即可。與此不同的是,在多層結(jié)構(gòu)的復(fù)合材料上鉆孔時(shí),鉆頭可能會(huì)推擠各層材料,并在出口一側(cè)造成不可接受的分層剝離、開裂等缺陷。
Wilkerson認(rèn)為,用標(biāo)準(zhǔn)的金屬切削鉆頭鉆削復(fù)合材料工件,就像鉆削沒有支撐的膠合板一樣,會(huì)將復(fù)合材料工件的鉆出孔口撕裂。因此,鉆削復(fù)合材料通常需要使用量身定制的專用鉆頭。
由于復(fù)合材料孔加工的技術(shù)要求和潛在挑戰(zhàn)各不相同,因此其鉆削刀具產(chǎn)品也多種多樣。用于CFRP孔加工的刀具設(shè)計(jì)具有以下一些特點(diǎn):
(1)采用中心直刃鉆尖設(shè)計(jì),鉆尖位于刀具中心,使周邊切削刃可以像飛刀那樣進(jìn)行切削。
(2)鉆鉸刀具有各自獨(dú)立的切削刃,可用一把刀具同時(shí)完成鉆削和鉸削加工。
(3)采用磨制的八面體鉆尖,這種結(jié)構(gòu)設(shè)計(jì)可使鉆尖的副切削角具有自定位功能,并能使刀具磨損分散到更多分離的切削刃上,從而延長(zhǎng)刀具壽命。
(4)采用雙刃帶結(jié)構(gòu)的定心階梯鉆頭可以提高復(fù)合疊層材料的鉆削精度。
刀具供應(yīng)商肯納金屬公司也開發(fā)了各種復(fù)合材料加工刀具。該公司專門研究CFRP鉆削的研發(fā)工程師Karthik Sampath提供了設(shè)計(jì)更高效復(fù) 合材料孔加工刀具的一些共同要點(diǎn):
(1)為了減小會(huì)導(dǎo)致分層剝離的切削力,采用正的刀具幾何形狀至關(guān)重要。
(2)螺旋角、后角和齒隙前角都遵循以下規(guī)律:隨著角度增大,鉆孔質(zhì)量趨于改善。
(3)減小鉆尖角有利于提高鉆出孔口的質(zhì)量。不過,鉆尖角過小可能會(huì)降低刀具的切削刃強(qiáng)度。對(duì)于加工CFRP的鉆頭,最佳折衷方案似乎是采用90°鉆尖角。與之相比,鉆削金屬材料時(shí),較典型的鉆尖角為135°(即加工復(fù)合材料的鉆頭“更尖”)。
Sampath表示,加工CFRP時(shí),金剛石涂層刀具通常會(huì)比未涂層刀具的使用壽命提高10倍以上。他通過實(shí)驗(yàn),對(duì)不同厚度(5-16μm)的金剛石涂層進(jìn)行了評(píng)估,結(jié)果表明,涂層厚度為12μm的金剛石涂層刀具具有最佳的壽命/價(jià)格比。
鉆削復(fù)合材料時(shí),對(duì)加工質(zhì)量的關(guān)注通常集中在鉆出孔口。但Sampath指出,有時(shí)也需要注意有問題的鉆入孔口缺陷。當(dāng)鉆頭鉆入時(shí),可能會(huì)使復(fù)合材料最上面的一層扭曲變形。出現(xiàn)這一問題通常表明鉆削進(jìn)給率太小。通過增大進(jìn)給率,往往可以減少入口缺陷——雖然這樣做可能會(huì)使出口缺陷增大。應(yīng)選用能兼顧入口和出口兩側(cè)質(zhì)量的最佳進(jìn)給率。
General Tool公司的Wilkerson表示,他經(jīng)常選用國(guó)際硬質(zhì)合金公司(International Carbide Corporation)提供的WonderDrill鉆頭來加工一些特定的復(fù)合材料零件。該鉆頭利用正的鉤形刃口將復(fù)合材料中的增強(qiáng)纖維“拉入”切削刃,從而加工出表面光潔的孔。這種外形簡(jiǎn)潔的刀具去掉了所有多余的刀槽,以提高其強(qiáng)度和剛度(圖10)。然而,即便使用這種刀具,General Tool公司通常也不會(huì)依賴鉆削加工來達(dá)到孔的最終尺寸,因?yàn)檫@樣做使缺陷增多的風(fēng)險(xiǎn)極大。為了確保孔的質(zhì)量,該公司通常是先鉆削一個(gè)比最終直徑尺寸小0.50-0.75mm的預(yù)孔,然后再用電鍍金剛石精銑刀以圓弧插補(bǔ)方式銑孔至最終尺寸。
4 用“水刀”加工復(fù)合材料
美國(guó)賓州的Hydrojet公司有兩臺(tái)福祿公司(Flow International Corporation)生產(chǎn)的磨料水射流(俗稱“水刀”)加工機(jī)床。該公司工程師Jack Seibert表示,作為一個(gè)小型加工車間,他們通過高效加工復(fù)合材料零件,找到了自己的利基市場(chǎng),而其他規(guī)模較大的飛機(jī)零部件制造商很難以一種成本效益好的方式進(jìn)行這種加工。很多復(fù)合材料零件都需要用磨料水刀進(jìn)行修邊。不過,并非所有零部件都適合水刀切割。因此,該車間最終又增加了一部分銑床,現(xiàn)在它有三臺(tái)哈斯公司(Haas Automation)生產(chǎn)的加工中心和一臺(tái)X軸行程達(dá)4m的大型CNC鏤銑床。
Seibert指出,應(yīng)采用水刀加工還是常規(guī)切削加工,主要取決于零件的幾何尺寸和形狀。大型零件可以首選水刀加工,因?yàn)橛盟肚懈罟ぜr(shí),不需要使用專門的夾具。但是,用水刀加工一些特殊廓形工件會(huì)出現(xiàn)一個(gè)問題,即用噴射水流切割預(yù)定的加工面時(shí),可能會(huì)意外切割到工件上其他一些不應(yīng)切割的表面。如果某個(gè)零件的廓形使其本身幾乎能平行對(duì)折,可能就不適合采用水刀切割,而必須在加工中心上切削加工。
其他一些因素也可能會(huì)影響加工方式的選擇。加工精度就是一個(gè)重要因素。加工中心的精度更高,因此更適合加工公差要求嚴(yán)苛的復(fù)合材料零件。另一個(gè)考慮因素是工件材料。水刀能夠有效加工各種不同類型的復(fù)合材料。例如,凱芙拉纖維是一種極難銑削加工的復(fù)合材料,常常令加工車間頭痛不已,而利用水刀則可以輕松地加工凱芙拉零件。








 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)