

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 摘要:本論文主要利用單晶金剛石刀具對(duì)Cu-Ni合金進(jìn)行微加工并預(yù)測(cè)切削刃溫度,以此來(lái)評(píng)估溫度是如何影響刀具磨損。通過(guò)建立熱傳導(dǎo)模型、數(shù)字溫度計(jì)算模型和有限元素切屑形成模型,以無(wú)量綱...
摘要:
本論文主要利用單晶金剛石刀具對(duì)Cu-Ni合金進(jìn)行微加工并預(yù)測(cè)切削刃溫度,以此來(lái)評(píng)估溫度是如何影響刀具磨損。通過(guò)建立熱傳導(dǎo)模型、數(shù)字溫度計(jì)算模型和有限元素切屑形成模型,以無(wú)量綱的形式來(lái)推測(cè)溫度和切削加工之間的關(guān)系。實(shí)驗(yàn)還做了蒙乃爾400合金車(chē)削加工中刀具磨損的報(bào)告,結(jié)果顯示活化能為53±6KJ/mol。
關(guān)鍵詞:金剛石刀具,溫度建模,化學(xué)磨損
1.引言
采用鏡面拋光制造技術(shù)并利用金剛石刀具進(jìn)行微加工工藝已經(jīng)日臻完善;在對(duì)鐵和鎳進(jìn)行加工時(shí),由于熱活化化學(xué)磨損導(dǎo)致的工具壽命降低問(wèn)題就特別突出,并見(jiàn)諸于一些研究中。
Cu-Ni合金由于其單相的特性,其機(jī)械加工性能值得研究,特別是在光學(xué)模具工具的應(yīng)用中。其中有兩個(gè)問(wèn)題值得注意:在模壓成型制造中是否有一種耐磨的材料組份能較少的引起刀具磨損;隨著鎳成分的改變,有多少化學(xué)工具磨損會(huì)發(fā)生。
本論文則解決了上述問(wèn)題,在佩克萊特?cái)?shù)小于1時(shí)建立工具切屑刃溫度預(yù)測(cè)模型和模擬。工具溫度的測(cè)量較為困難,但它的量級(jí)對(duì)熱活化磨損較為重要。此外,本研究還利用圓頭單晶金剛石刀具對(duì)蒙乃爾400進(jìn)行端面加工并研究其工具磨損等情況,并求得磨損的一個(gè)活化能。
2.建模、模擬和確認(rèn)驗(yàn)證
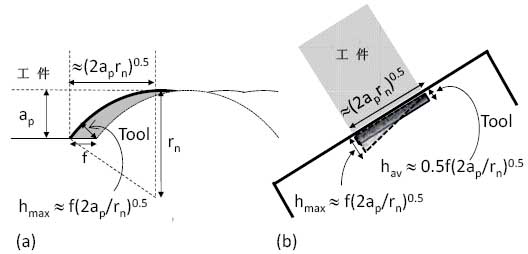
本論文建模和模擬的目的是為了預(yù)測(cè)與工件發(fā)生接觸的切削刃周?chē)臏囟取D一a為刀頭車(chē)削加工中未切削的月牙形切屑槽;rn為刀頭半徑,f為進(jìn)給,ap為切割深度;未切削切屑厚度h的變化為0~hmax≈f(2ap/rn)0.5;切削刃長(zhǎng)度≈(2ap/rn)0.5。圖一b為一a的等效圖,未切削的切屑槽面積和寬高比與圖一a相同,形狀為長(zhǎng)方形和三角形。
本論文主要利用單晶金剛石刀具對(duì)Cu-Ni合金進(jìn)行微加工并預(yù)測(cè)切削刃溫度,以此來(lái)評(píng)估溫度是如何影響刀具磨損。通過(guò)建立熱傳導(dǎo)模型、數(shù)字溫度計(jì)算模型和有限元素切屑形成模型,以無(wú)量綱的形式來(lái)推測(cè)溫度和切削加工之間的關(guān)系。實(shí)驗(yàn)還做了蒙乃爾400合金車(chē)削加工中刀具磨損的報(bào)告,結(jié)果顯示活化能為53±6KJ/mol。
關(guān)鍵詞:金剛石刀具,溫度建模,化學(xué)磨損
1.引言
采用鏡面拋光制造技術(shù)并利用金剛石刀具進(jìn)行微加工工藝已經(jīng)日臻完善;在對(duì)鐵和鎳進(jìn)行加工時(shí),由于熱活化化學(xué)磨損導(dǎo)致的工具壽命降低問(wèn)題就特別突出,并見(jiàn)諸于一些研究中。
Cu-Ni合金由于其單相的特性,其機(jī)械加工性能值得研究,特別是在光學(xué)模具工具的應(yīng)用中。其中有兩個(gè)問(wèn)題值得注意:在模壓成型制造中是否有一種耐磨的材料組份能較少的引起刀具磨損;隨著鎳成分的改變,有多少化學(xué)工具磨損會(huì)發(fā)生。
本論文則解決了上述問(wèn)題,在佩克萊特?cái)?shù)小于1時(shí)建立工具切屑刃溫度預(yù)測(cè)模型和模擬。工具溫度的測(cè)量較為困難,但它的量級(jí)對(duì)熱活化磨損較為重要。此外,本研究還利用圓頭單晶金剛石刀具對(duì)蒙乃爾400進(jìn)行端面加工并研究其工具磨損等情況,并求得磨損的一個(gè)活化能。
2.建模、模擬和確認(rèn)驗(yàn)證
本論文建模和模擬的目的是為了預(yù)測(cè)與工件發(fā)生接觸的切削刃周?chē)臏囟取D一a為刀頭車(chē)削加工中未切削的月牙形切屑槽;rn為刀頭半徑,f為進(jìn)給,ap為切割深度;未切削切屑厚度h的變化為0~hmax≈f(2ap/rn)0.5;切削刃長(zhǎng)度≈(2ap/rn)0.5。圖一b為一a的等效圖,未切削的切屑槽面積和寬高比與圖一a相同,形狀為長(zhǎng)方形和三角形。
圖一:(a)刀頭車(chē)削平面圖;(b)等效圖
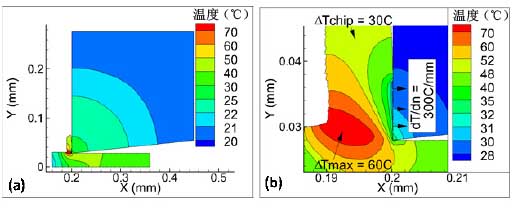
溫度計(jì)算的由2D計(jì)算和模擬到圖一b中的3D切屑形成模擬。圖二為一個(gè)樣例模擬,輔助描述2.1部分的建模。
圖二:(a)2D切屑形成模擬;(b)詳圖
2.1 2D模型和預(yù)測(cè)
在圖二的2D模擬中,h=2μm,切削速度Vc=40m/min,工具導(dǎo)熱系數(shù)Ktool=1000W/mK,工件導(dǎo)熱系數(shù)Kwork=22W/mK,蒙乃爾400的熱容量ρC=3.8MJ/m3。
在圖二的2D模擬中,h=2μm,切削速度Vc=40m/min,工具導(dǎo)熱系數(shù)Ktool=1000W/mK,工件導(dǎo)熱系數(shù)Kwork=22W/mK,蒙乃爾400的熱容量ρC=3.8MJ/m3。
圖三:(a)概覽圖;(b)溫度計(jì)算的分解圖

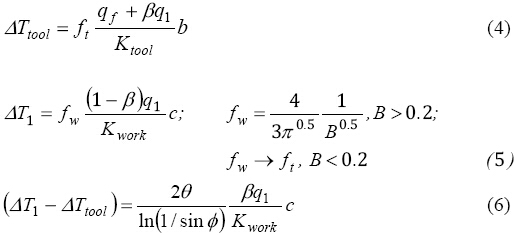
圖三為概覽圖。基礎(chǔ)剪切面上的熱流q1;一小部分(1-β)流向工件,一部分β流向切屑。所有βq1和摩擦熱流qf都流向了工具。圖三b為分解圖:長(zhǎng)度2c的剪切平面OC在ø處沿切削方向傾斜;作用在OC上的剪切應(yīng)力K;切削速度Vc和切屑速度Vchip;切屑/工具摩擦應(yīng)力ζ;切削力Fc和軸向力Ft。在本研究中,刀具前角γ=0°。剪切面和前刀面的角度θ=(π/2-ø)。力矩平衡將b和2c關(guān)聯(lián)起來(lái)。
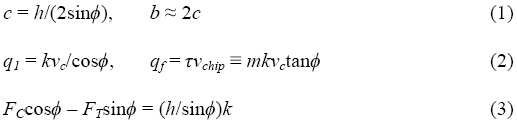
公式4-6分別為ΔTtool、ΔT1和(ΔT1-ΔTtool)。ΔTtool和ΔT1計(jì)算方法相同。公式4中比例ft的常量取決于切屑/刀具接觸面的寬高比a/b。公式5中fw取決于佩克萊特?cái)?shù)B=(hvc)/(4kworktanø).公式6推測(cè)計(jì)算了從OC到OB的熱循環(huán)流轉(zhuǎn)。
將公式4、5、6中的ΔTtool和ΔT1置換掉,將公式4中的β回代,得到公式7。左側(cè)是工具溫度上升的一種無(wú)量綱測(cè)量;右側(cè)是系數(shù)ft、fw和m、ø、Kwork/Ktool以及FT*/Fc*的函數(shù)。
圖四描繪了公式7的期望值,首項(xiàng)等于0.85,ft等于3.5,m=0和1,Kwork/Ktool=0.05,ø=10°、20°和30°。橫坐標(biāo)選擇取決于fw對(duì)B0.5的依賴(lài)性。當(dāng)B<0.2時(shí),在[(hvc)/(4kwork)]0.5的低值處出現(xiàn)的斜面突然變化可以看作fw→ft的近似值。
圖四:無(wú)量綱工具溫度上升對(duì)[(hvc)/(4kwork)]0.5的依賴(lài)性

2.2 2D溫度計(jì)算模型和實(shí)驗(yàn)結(jié)果
本實(shí)驗(yàn)建立了一個(gè)數(shù)字溫度計(jì)算模型,先假設(shè)一個(gè)切屑形成的剪切平面模型,如圖三所示。輸入?yún)?shù)為h, vc, ø,γ, Fc, FT (或者 Fc*, FT*)以此來(lái)定義幾何形狀并計(jì)算剪切力和切屑/工具摩擦工作速率以及材料的熱物理數(shù)據(jù)。轉(zhuǎn)化為熱量的TQ部分是變化的。圖五是根據(jù)h,ø,γ自動(dòng)創(chuàng)建的有限單元網(wǎng)格;工具的直線長(zhǎng)度tt和ts以及柄是額外的變量;柄部熱邊界條件為T(mén)=T0。
本實(shí)驗(yàn)建立了一個(gè)數(shù)字溫度計(jì)算模型,先假設(shè)一個(gè)切屑形成的剪切平面模型,如圖三所示。輸入?yún)?shù)為h, vc, ø,γ, Fc, FT (或者 Fc*, FT*)以此來(lái)定義幾何形狀并計(jì)算剪切力和切屑/工具摩擦工作速率以及材料的熱物理數(shù)據(jù)。轉(zhuǎn)化為熱量的TQ部分是變化的。圖五是根據(jù)h,ø,γ自動(dòng)創(chuàng)建的有限單元網(wǎng)格;工具的直線長(zhǎng)度tt和ts以及柄是額外的變量;柄部熱邊界條件為T(mén)=T0。
圖五:有限元素溫度計(jì)算網(wǎng)格

圖六:無(wú)量綱工具溫度上升對(duì)[(hvc)/(4kwork)]0.5的依賴(lài)性
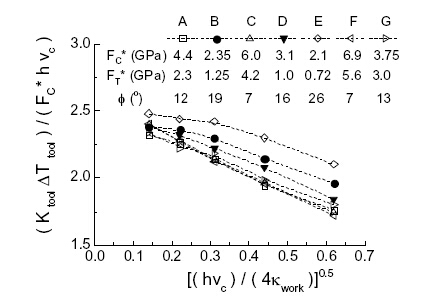
圖六為預(yù)測(cè)切削刃溫度,h=2μm、γ=0°、Vc為15-280m/min。工具尺寸tt=100h,TQ=0.9。Fc*和FT*的七個(gè)設(shè)置A到G以及 ø是輸入?yún)⒘浚籍a(chǎn)生剪切應(yīng)力k。但是,工具和柄部尺寸對(duì)實(shí)驗(yàn)結(jié)果都有很大影響。圖七為無(wú)量綱溫度,tt=2mm、ts=25mm。
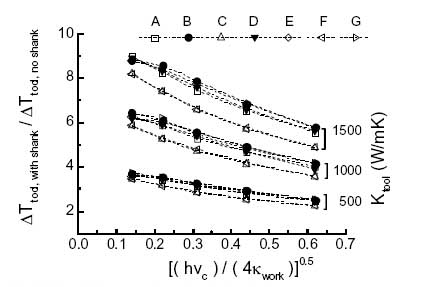
圖七:工具和柄部尺寸對(duì)溫度的影響
2.3 2D和3D切屑形成模擬
實(shí)驗(yàn)利用AdvantEdge軟件進(jìn)行切屑形成模擬。公式8為蒙乃爾400的流動(dòng)應(yīng)力,伴隨施加的預(yù)應(yīng)力產(chǎn)生的變量。摩擦系數(shù)μ在0.25~1.0之間。自小網(wǎng)格大小為0.1h,切割距離和工具尺寸為50-100h。
實(shí)驗(yàn)利用AdvantEdge軟件進(jìn)行切屑形成模擬。公式8為蒙乃爾400的流動(dòng)應(yīng)力,伴隨施加的預(yù)應(yīng)力產(chǎn)生的變量。摩擦系數(shù)μ在0.25~1.0之間。自小網(wǎng)格大小為0.1h,切割距離和工具尺寸為50-100h。
2.3.1 2D模擬
圖八為無(wú)量綱溫度對(duì)[(hvc)/(4kwork)]0.5的依賴(lài)性,方法及條件和圖六相同;結(jié)果不完全相同。
圖八為無(wú)量綱溫度對(duì)[(hvc)/(4kwork)]0.5的依賴(lài)性,方法及條件和圖六相同;結(jié)果不完全相同。
圖八:利用SCD工具對(duì)蒙乃爾400進(jìn)行切割時(shí)無(wú)量綱工具溫度上升對(duì)[(hvc)/(4kwork)]0.5的依賴(lài)性

圖六中的Fc*、FT*和ø值就來(lái)自這些模擬。圖九對(duì)比了(λ,ø)配對(duì)和利用SCD工具進(jìn)行銅的微加工中的配對(duì)。實(shí)線為L(zhǎng)ee和Schaffer的關(guān)系。
圖九:λ和ø的關(guān)系

2.3.2 沿切削刃的3D模擬、h常量
考慮到網(wǎng)格因素,3D模擬中h設(shè)置的較高,Vc則較低;hvc保持不變。圖10a為h=0.1mm,Vc=2.8m/min,[(hvc)/(4kwork)]0.5=0.44時(shí)的概覽圖;工件寬為1mm。圖10b為工具表面溫度。圖11中,沿切削刃的溫度取決于寬高比w/h;溫度隨w/h的增高而增高,直至w/h=80。
考慮到網(wǎng)格因素,3D模擬中h設(shè)置的較高,Vc則較低;hvc保持不變。圖10a為h=0.1mm,Vc=2.8m/min,[(hvc)/(4kwork)]0.5=0.44時(shí)的概覽圖;工件寬為1mm。圖10b為工具表面溫度。圖11中,沿切削刃的溫度取決于寬高比w/h;溫度隨w/h的增高而增高,直至w/h=80。
圖10:沿切削刃的切屑形成

圖11
2.3.3 沿切削刃變化的3D模擬和h
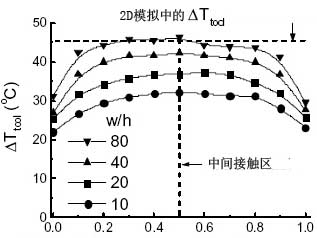
除了沿著X軸旋轉(zhuǎn)工具以產(chǎn)生一個(gè)三角形未切割切屑橫截面外,3D模擬的建立和圖10、11相同。h變化由hmin=0到hmax=0.2mm。圖12為實(shí)驗(yàn)結(jié)果。溫度沿切削刃變化更加明顯并達(dá)到最大值。對(duì)比圖11和12可以看出在中間接觸區(qū)溫度相匹配。
除了沿著X軸旋轉(zhuǎn)工具以產(chǎn)生一個(gè)三角形未切割切屑橫截面外,3D模擬的建立和圖10、11相同。h變化由hmin=0到hmax=0.2mm。圖12為實(shí)驗(yàn)結(jié)果。溫度沿切削刃變化更加明顯并達(dá)到最大值。對(duì)比圖11和12可以看出在中間接觸區(qū)溫度相匹配。
圖12:沿切削刃的溫度變量對(duì)w/hav的依賴(lài)性。中間接觸區(qū)的溫度接近hav值(Ktool=500W/mK)

3. 實(shí)驗(yàn)和方法
在進(jìn)給速率為5、15μm/rev條件下對(duì)蒙乃爾400圓盤(pán)進(jìn)行端面加工,半徑為10-20mm;ap=5μm;工具為半徑rn=0.5mm,γ=0°的SCD刀具。在20℃,Ktool=1500±100W/mK條件下對(duì)蒙乃爾進(jìn)行退火。
進(jìn)給速率hav=0.35/0.1μm,寬高比w/hav=200/67;Vc在125-63m/min之間變化。
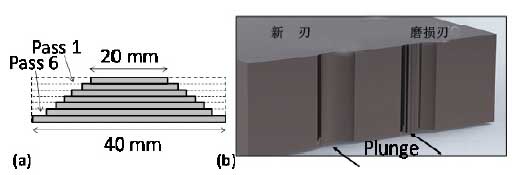
切割距離(和時(shí)間)隨進(jìn)給速率增大而降低,從f=5μm/rev時(shí)的710m降低到f=15μm/rev時(shí)的三分之一距離;如圖14a所示。
在進(jìn)給速率為5、15μm/rev條件下對(duì)蒙乃爾400圓盤(pán)進(jìn)行端面加工,半徑為10-20mm;ap=5μm;工具為半徑rn=0.5mm,γ=0°的SCD刀具。在20℃,Ktool=1500±100W/mK條件下對(duì)蒙乃爾進(jìn)行退火。
進(jìn)給速率hav=0.35/0.1μm,寬高比w/hav=200/67;Vc在125-63m/min之間變化。
切割距離(和時(shí)間)隨進(jìn)給速率增大而降低,從f=5μm/rev時(shí)的710m降低到f=15μm/rev時(shí)的三分之一距離;如圖14a所示。
圖14:(a)實(shí)驗(yàn)幾何形狀示意圖;(b)工具磨損測(cè)量
Fc*、Ft*和ø由正交切削實(shí)驗(yàn)求得。利用rn=5mm,軸向進(jìn)給為2μm/rev,速度為67、125m/min的工具對(duì)厚度為200μm的蒙乃爾管道進(jìn)行加工。在室溫下進(jìn)行平面應(yīng)變壓縮實(shí)驗(yàn)以求得蒙乃爾400的機(jī)械硬化。
4.實(shí)驗(yàn)結(jié)果
圖15為f=5he 15μm/rev條件下切削刃的磨損進(jìn)程。磨損隨進(jìn)給而增加。
4.實(shí)驗(yàn)結(jié)果
圖15為f=5he 15μm/rev條件下切削刃的磨損進(jìn)程。磨損隨進(jìn)給而增加。
圖15:切削刃的磨損進(jìn)程;f=(a)5,(b)15μm/rev
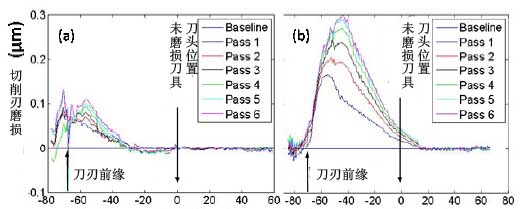
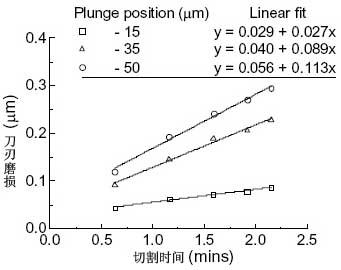
圖16為切削刃的磨損隨切割時(shí)間的變化。選擇切削刃的三個(gè)不同位置進(jìn)行觀察;磨損隨時(shí)間呈直線上升。
圖16:隨時(shí)間變化的磨損進(jìn)程f=15μm/rev
5.結(jié)論
SCD工具進(jìn)行正交微加工工藝中的切削刃初始溫度取決于無(wú)量綱測(cè)量(KtoolΔTtool)/(Fc*hvc)和佩克萊特?cái)?shù)[(hvc)/(4Kwork)]0.5。隨著工具和柄部的進(jìn)一步加熱,溫度上升到了現(xiàn)在溫度的8倍。(編譯:中國(guó)超硬材料網(wǎng))
SCD工具進(jìn)行正交微加工工藝中的切削刃初始溫度取決于無(wú)量綱測(cè)量(KtoolΔTtool)/(Fc*hvc)和佩克萊特?cái)?shù)[(hvc)/(4Kwork)]0.5。隨著工具和柄部的進(jìn)一步加熱,溫度上升到了現(xiàn)在溫度的8倍。(編譯:中國(guó)超硬材料網(wǎng))








 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)