

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 作者:VinalSharma,HarvinderLal,ParamjitSingh摘要:利用電火花加工工藝對(duì)SKD11鋼的磨損率進(jìn)行研究,采用正交陣列L18對(duì)五個(gè)輸入因子進(jìn)行分析,...
作者:Vinal Sharma, Harvinder Lal, Paramjit Singh
摘要:利用電火花加工工藝對(duì)SKD11鋼的磨損率進(jìn)行研究,采用正交陣列L18對(duì)五個(gè)輸入因子進(jìn)行分析,利用銅工具電極對(duì)EDM工藝中的輸入加工變量進(jìn)行改變。利用ANOVA技術(shù)對(duì)輸入加工變量的影響率進(jìn)行評(píng)估。
關(guān)鍵詞:磨料EDM,SKD11鋼,磨損率(WR)
1、引言
在不受加工材料韌性和硬度影響的條件下,對(duì)復(fù)雜形狀的導(dǎo)電材料進(jìn)行切割加工并保持其尺寸精度則需要應(yīng)用到電火花加工(EDM)的非傳統(tǒng)加工工藝。EDM是一種廣泛應(yīng)用于導(dǎo)電材料加工的熱電工藝,通過(guò)火花的控制實(shí)現(xiàn)材料去除;是工業(yè)領(lǐng)域應(yīng)用最為普遍的一種非傳統(tǒng)加工方法。常用于模具制備、汽車(chē)、航空航天和外科手術(shù)器械等。EDM工藝的廣泛應(yīng)用主要是由于它能夠不受加工材料機(jī)械強(qiáng)度的影響可以加工多數(shù)導(dǎo)電材料。EDM的缺陷主要是環(huán)保問(wèn)題,EDM過(guò)程中所使用的電解質(zhì)液體是主要是環(huán)境污染來(lái)源,所產(chǎn)生的電解質(zhì)廢物有毒且不可循環(huán)使用。此外,加工過(guò)程中由于電解質(zhì)的高溫化學(xué)分解而揮發(fā)有毒煙霧。用作電解質(zhì)液體的油性材料還是額外做好火災(zāi)防護(hù)措施。目前還沒(méi)有出現(xiàn)可以替代EDM工藝的環(huán)保型加工方法,因此,改善或徹底消除液體電解質(zhì)則是一種可行的辦法。在EDM加工中,工件表面和電極的放電間隙中的電火花溫度大約有12000個(gè)溫度量級(jí),可以融化工具電極和工件表面。雖然能加工硬度高韌性大的金屬材料,但EDM工藝的應(yīng)用仍有所限制,主要是由于EDM工藝較低的加工效率和較差的工件表面加工質(zhì)量。為改善這些工藝缺陷,一些研究嘗試在電解質(zhì)液體中加入粉末狀顆粒;這些粉末顆粒擴(kuò)大了工件和電極的間隙并通過(guò)降低火花能和均勻分散工件表面的放電來(lái)改善表面質(zhì)量。在EDM油中使用碳化鎢、硅粉和氧化鋁磨料的混合物可以改善工件表面性能,材料去除率(MRR)隨粉末顆粒濃度的增大而增大,高粉末濃度條件下的時(shí)間間隔縮短。工件表面裂紋主要受電極大小和加工材料的熱導(dǎo)率影響;在利用段脈沖大電流加工熱導(dǎo)率較低的材料時(shí),采用較小尺寸電極即可避免表面裂紋。
2、實(shí)驗(yàn)材料和方法摘要:利用電火花加工工藝對(duì)SKD11鋼的磨損率進(jìn)行研究,采用正交陣列L18對(duì)五個(gè)輸入因子進(jìn)行分析,利用銅工具電極對(duì)EDM工藝中的輸入加工變量進(jìn)行改變。利用ANOVA技術(shù)對(duì)輸入加工變量的影響率進(jìn)行評(píng)估。
關(guān)鍵詞:磨料EDM,SKD11鋼,磨損率(WR)
1、引言
在不受加工材料韌性和硬度影響的條件下,對(duì)復(fù)雜形狀的導(dǎo)電材料進(jìn)行切割加工并保持其尺寸精度則需要應(yīng)用到電火花加工(EDM)的非傳統(tǒng)加工工藝。EDM是一種廣泛應(yīng)用于導(dǎo)電材料加工的熱電工藝,通過(guò)火花的控制實(shí)現(xiàn)材料去除;是工業(yè)領(lǐng)域應(yīng)用最為普遍的一種非傳統(tǒng)加工方法。常用于模具制備、汽車(chē)、航空航天和外科手術(shù)器械等。EDM工藝的廣泛應(yīng)用主要是由于它能夠不受加工材料機(jī)械強(qiáng)度的影響可以加工多數(shù)導(dǎo)電材料。EDM的缺陷主要是環(huán)保問(wèn)題,EDM過(guò)程中所使用的電解質(zhì)液體是主要是環(huán)境污染來(lái)源,所產(chǎn)生的電解質(zhì)廢物有毒且不可循環(huán)使用。此外,加工過(guò)程中由于電解質(zhì)的高溫化學(xué)分解而揮發(fā)有毒煙霧。用作電解質(zhì)液體的油性材料還是額外做好火災(zāi)防護(hù)措施。目前還沒(méi)有出現(xiàn)可以替代EDM工藝的環(huán)保型加工方法,因此,改善或徹底消除液體電解質(zhì)則是一種可行的辦法。在EDM加工中,工件表面和電極的放電間隙中的電火花溫度大約有12000個(gè)溫度量級(jí),可以融化工具電極和工件表面。雖然能加工硬度高韌性大的金屬材料,但EDM工藝的應(yīng)用仍有所限制,主要是由于EDM工藝較低的加工效率和較差的工件表面加工質(zhì)量。為改善這些工藝缺陷,一些研究嘗試在電解質(zhì)液體中加入粉末狀顆粒;這些粉末顆粒擴(kuò)大了工件和電極的間隙并通過(guò)降低火花能和均勻分散工件表面的放電來(lái)改善表面質(zhì)量。在EDM油中使用碳化鎢、硅粉和氧化鋁磨料的混合物可以改善工件表面性能,材料去除率(MRR)隨粉末顆粒濃度的增大而增大,高粉末濃度條件下的時(shí)間間隔縮短。工件表面裂紋主要受電極大小和加工材料的熱導(dǎo)率影響;在利用段脈沖大電流加工熱導(dǎo)率較低的材料時(shí),采用較小尺寸電極即可避免表面裂紋。
A.設(shè)備和工件材料
機(jī)床為裝配了OSCARMAX S645 ZNC脈沖發(fā)生器和DC伺服進(jìn)給控制系統(tǒng)的智能ZNC刻模電火花機(jī)床,用以在工件上打出盲孔。銅工具電極為直徑9.5mm棒。銅的物理、機(jī)械性能參數(shù):密度8.96g/cm3、拉伸強(qiáng)度90MPa、熱導(dǎo)率401W/m/K。在刨床上加工出SKD11鋼工件表面然后用磨床進(jìn)行打磨拋光。SKD11鋼的化學(xué)組份:C-1.40wt%、Mn-0.4wt%、Si-0.3wt%、V-0.3wt%、S-0.002wt%、Mo-1.0wt%、Cr-1.5wt%;SKD11的屈服應(yīng)力和楊氏模量分別為334MN/m2和202GN/m2。將6公升電解質(zhì)液體盛入容量為7公升的軟鋼板制備而成的容器。將100目的鈦磨料混入電解質(zhì)液體中。
B. 實(shí)驗(yàn)設(shè)計(jì)
實(shí)驗(yàn)設(shè)計(jì)詳情如表一、表二所示。

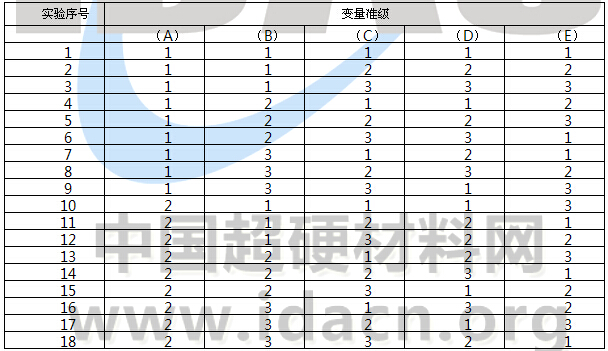
田口方法利用正交陣列的特殊設(shè)計(jì)以最少實(shí)驗(yàn)次數(shù)對(duì)整個(gè)參數(shù)空間進(jìn)行研究,該方法是實(shí)驗(yàn)設(shè)計(jì)方法中較為有效的工具,可以通過(guò)工藝參數(shù)的設(shè)置來(lái)優(yōu)化性能特征并降低系統(tǒng)性能對(duì)變量的敏感度。本研究則利用田口法來(lái)設(shè)計(jì)、分析實(shí)驗(yàn);利用混合正交陣列L18設(shè)計(jì)實(shí)驗(yàn)次數(shù)。該陣列有5列18行,一個(gè)兩準(zhǔn)級(jí)輸入?yún)?shù),四個(gè)三準(zhǔn)級(jí)輸入?yún)?shù)。利用L18正交陣列進(jìn)行18次實(shí)驗(yàn)來(lái)研究整個(gè)加工參數(shù)空間。表3為實(shí)驗(yàn)設(shè)計(jì)。
表3:實(shí)驗(yàn)設(shè)計(jì):L18正交陣列
田口法中,S/N比用來(lái)查找性能特征和其預(yù)期值之間的偏差。在S/N比分析中通常有三種類(lèi)型的性能特征:(a)望小特性;(b)望大特性和(c)望目特性。在加工操作中選擇望小特性磨損率。在第jth次實(shí)驗(yàn)中,望小特性類(lèi)型的ith輸出性能特征的S/N比表達(dá)式如下:

加工工藝的生產(chǎn)率通常構(gòu)成工件上磨損率的最低值,因此本研究選取望小特性磨損率。
E. 變量分析
利用變量分析技術(shù)(ANOVA)對(duì)性能測(cè)量的輸入加工變量參數(shù)結(jié)果進(jìn)行總結(jié)。該技術(shù)利用統(tǒng)計(jì)學(xué)的特殊設(shè)置對(duì)結(jié)果進(jìn)行求值;然后再利用表值對(duì)結(jié)果進(jìn)行進(jìn)一步分析。
3、實(shí)驗(yàn)結(jié)果和討論
根據(jù)表4計(jì)算求得實(shí)驗(yàn)結(jié)果并將其輸入Minitab 6.1軟件進(jìn)行進(jìn)一步分析。ANOVA表格用以總結(jié)實(shí)驗(yàn)結(jié)果以研究輸入加工參數(shù)對(duì)輸出測(cè)量(如WR)的影響;該表格總結(jié)了變量分析和案例統(tǒng)計(jì)。然后再利用圖表對(duì)其進(jìn)行進(jìn)一步分析,如圖1、2所示。由圖1可以明顯看出磨損率在極性、峰值電流、脈沖時(shí)間和間隙電壓的第2個(gè)準(zhǔn)級(jí)處、在磨料濃度的第1個(gè)準(zhǔn)級(jí)處最低。據(jù)此可得,輸入加工變量的最佳條件為A2B2C2D3E2。圖2中S/N比的主效應(yīng)圖也證實(shí)了這些結(jié)果。

圖1:WR平均值的主效應(yīng)圖
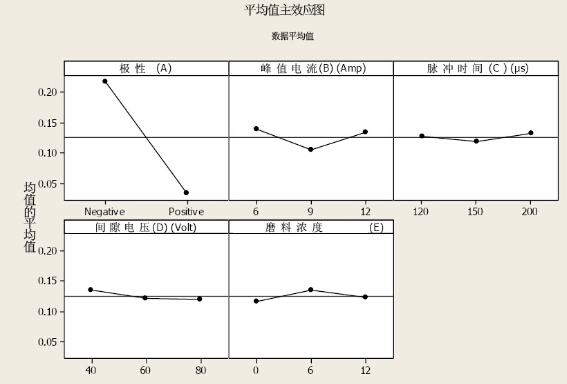
圖2:WR的S/N比主效應(yīng)圖
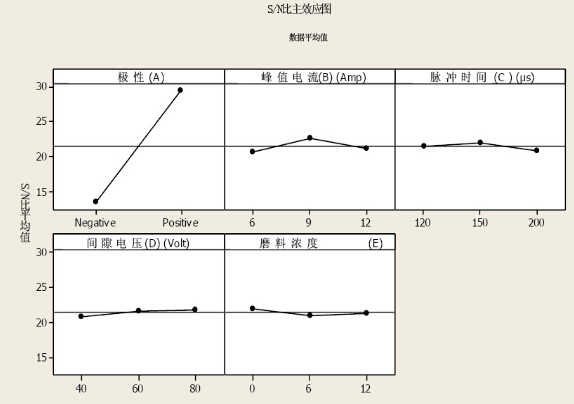
表5中的F比和P值表明極性和峰值電流是主要的顯著輸入變量,對(duì)加工盲孔磨損率的影響分別為97.34%和1.04%;磨料濃度的影響僅0.20%,占比最低。間隙電壓和脈沖時(shí)間對(duì)SKD11鋼的磨損率影響較小,分別為0.30%和0.31%。Δ值為最大S/N比和最小S/N比之差。這些數(shù)值標(biāo)明了輸入工藝變量對(duì)輸出反映特性的影響程度排序,如表6所示。Δ值越大輸入工藝變量的影響就越大;極性的最大Δ值和磨料濃度的最小Δ值分別為影響最大、最小的輸入工藝變量。
(詳細(xì)內(nèi)容敬請(qǐng)點(diǎn)擊這里)







 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)