

 手機資訊
手機資訊 官方微信
官方微信摘要 如何保證切削液的最佳的使用狀態或有效延長其使用壽命?通常企業采用的方法是——尋找優質切削液。但,實際應用中證明,答案是:正確選型后,做好日常維護及保養。今天金屬加工小編會為金粉們推...
如何保證切削液的最佳的使用狀態或有效延長其使用壽命?通常企業采用的方法是——尋找優質切削液。但,實際應用中證明,答案是:正確選型后,做好日常維護及保養。
一、合理使用切削液
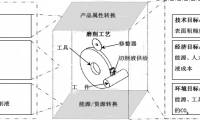
合理使用金屬切削液,即可提高金屬切削液的使用效果,保證工件加工質量,又可延長刀具壽命,降低加工成本;合理使用切削液能有效地減小切削力、降低切削溫度、減小加工系統熱變形、延長刀具使用壽命和改善加工表面質量。
金屬切削液在機械去除加工中的主要作用是冷卻、潤滑、清洗和防銹。切削液的效果除了取決于切削液本身各種性能外,還取決于加工要求、工件材料、刀具材料和加工方式等因素,應綜合考慮,合理選擇和正確使用。
1、要根據加工要求來選用
粗加工時,切削用量較大,產生大量的切削熱,為了降低切削溫度,這時應選用冷卻性能好的水基切削液。精加工時,要求工件獲得最佳的表面質量和較小的表面粗糙度值,故應采用切削油。
2、要與不同的加工方式相對應
在當代機械加工中,切削方式多種多樣。例如車削、銑削和鉆孔,通常要求高效率加工,故應選用水基切削液;而拉削和切齒時,須用價格較貴的復雜刀具加工,為保證加工質量及刀具有較長的使用壽命,故最好選用油基切削液。
3、要根據工件和刀具不同的材質來選用
不同材質的刀具和工件,其耐高溫性、可切削性、硬度等各自相異,此時要分別選用不同的切削液。例如,加工齒輪一類硬度較低的工件,就要采用粘度較高的切削液,以防止齒輪表面產生劃痕;而切削不銹鋼一類難加工材料,宜選用極壓切削油或極壓乳化液。
4、要參照機床本身特性來選用
對一些高效貴重設備,從維護保養角度考慮,應選用理化性能穩定的油基切削液加工,以防止金屬件腐蝕、生銹、運動零部件活動部分發生障礙等。可是對一些開放式的機床一般不宜使用油基切削液,以免切削油大量揮發而耗散。
二、金屬加工液日常維護及保養
作為日常維護,首先想到是產品濃度的控制,任何品牌或型號的切削液都廠家的推薦使用濃度范圍,這不光和切削液自身相關,也和客戶方的加工工藝直接相關。我們的建議是,在日常維護過程中,將濃度嚴格控制在推薦范圍之內,對于精加工或加工質量要求高的工序,在廠家推薦范圍的基礎上適當提高1%-2%,這樣不但可以減少因為濃度波動帶來的加工質量和刀具壽命的影響,而且也會有效延長切削液的壽命。然而實際的維護成本并沒有想象的那么多,原因是加工過程中蒸發的絕大多數是水分,所以正常情況下補液濃度會遠低于推薦使用濃度。
如何減少切削液濃度波動?有如下幾個措施:
首先,是液位和濃度的控制。
1.保持合理的液位,一般而言集中供液系統的液位控制在液箱容量的60%-80%之間;單機的液位盡量不要低于液箱容量的80%。
2.設定目標值,即濃度范圍的中值;低于此值應補液;
3.補液時,建議使用混配器,如果沒有配備混配器,加液時應加在流量最大處,這樣可使原液盡快分散;
其次,就是監控切削液的pH值,這如同人體體溫,太低或太高都是不利的。一般而言,切削液的最佳范圍在8.8-9.5之間,然而切削液出現問題,更多是“低燒”,尤其是在夏季開機率不高時,pH降低的機率會更多一些。
pH值降低了怎么辦?
1.仍在可控范圍內,可以適當提高濃度1-2%,并加強浮油和定期循環的管理;
2.當pH值介于8.5到8.8之間,可加入適量廠商指定的pH提高劑,并檢測微生物含量;
3.當pH<8.5時,切削液會伴有異味,這時需要立即進行殺菌處理,同時需要與切削液供應商聯系,共同查明原因,并制定合理的解決方案。









 豫公網安備41019702003646號
豫公網安備41019702003646號