

 手機資訊
手機資訊 官方微信
官方微信摘要 隨著現代技術的不斷發展,越來越多的高硬度淬火件出現在加工現場,剛開始多數選擇磨削方式作為最后加工工序,來保證淬火件的尺寸和精度。但隨著刀具行業的不斷研究、實踐,最終研制出可以車代磨...
隨著現代技術的不斷發展,越來越多的高硬度淬火件出現在加工現場,剛開始多數選擇磨削方式作為最后加工工序,來保證淬火件的尺寸和精度。但隨著刀具行業的不斷研究、實踐,最終研制出可以車代磨的車刀刀具材料—硬質合金刀具、陶瓷刀具、立方氮化硼刀片。下面就具體介紹一下以車代磨的工藝及什么情況下可選擇以車代磨工藝加工淬火件。
一、以車代磨的含義及工藝
所謂的以車代磨簡單來說就是車削代替磨削作為精加工工序或最后加工工序,完成圖紙要求尺寸和精度。
剛開始出現淬火件時磨削加工是主流,磨削可以很好的保證淬火件的尺寸,尤其是精度要求體現的更好。就如軸類淬火件的加工工藝為車加工—熱處理—磨削。但是隨著淬火件的批量生產和更多的大型,復雜淬火件的出現,對于磨削來說,效率太低。大型淬火件熱處理后變形量大,余量大,磨削每次只能小余量磨削,而且遇到復雜的淬火件時找不到相對應的磨床磨削。之后通過刀具行業的不斷努力研究、實踐,最終研制出了可實現以車代磨的車刀刀具材料。分別是硬質合金刀具,陶瓷刀具,立方氮化硼刀片。現在如加工軸類淬火件的加工工藝為粗加工—熱處理—精加工。
以上三種刀具最先研制出的是硬質合金刀具,在現代還是機械制造廠的主流車刀刀具。之后是陶瓷刀具—立方氮化硼刀片。其中由于淬火件是經過熱處理后的工件,故硬度高,耐磨性好。選擇刀具材料的同時需考慮刀具材料的刀體硬度,耐磨性和抗沖擊性。以上三種刀具按硬度來說:立方氮化硼刀片>陶瓷刀具>硬質合金刀具,從韌性上來說:立方氮化硼刀片>硬質合金刀具>陶瓷刀具。可見加工淬火件立方氮化硼刀片是最有優勢的。
二、什么情況下選擇以車代磨工藝
雖說目前已實現以車代磨工藝,但車削并不是完全代替了磨削加工淬火件。如淬火件精度要求較高時可選擇磨削方式,那什么情況下可選擇以車代磨工藝,請看以下分析:
(1)在數控機床上加工復雜的表面和幾個復雜的表面,車削代替磨削工序可以減少1/3——2/3的勞動量,而且能保證很高的位置精度。
(2)形狀復雜的內孔或小孔。如采用磨削,要求砂輪的形狀也相應復雜,有的時候無法磨削,這時采用車削最為有利。
(3)一個零件幾個表面(外圓、內孔、端面、階臺、溝槽)都需磨削,這時采用車削,一道工序即可完成,可減去磨削用的工裝。
(4)零件淬火后易變形和留余量小時易造成廢品,這時可留余量大一些,待淬火后,再用超硬刀具切除多余余量,再磨削,以減少因變形大而產生的廢品,此時可以選擇韌性好的立方氮化硼刀片(非金屬粘合劑立方氮化硼刀片)進行大余量硬車削。
(5)在加工載荷變動量很大的,困難條件下使用的表面高頻零件,采用超硬刀具加工,工件表面組織和物理力學性能較磨削時好,可以延長零件的使用壽命。
三、以車代磨加工淬火件的車刀刀具材料
在一開始就介紹了可以車代磨的刀具材料:硬質合金刀具,陶瓷刀具,立方氮化硼刀片,并對三種刀具從硬度和韌性上做出分析,其中立方氮化硼刀片是最適合加工淬火件的刀具材料。由于淬火件經過熱處理后的硬度高,屬于難加工材料的一種,從硬度上來劃分以上三種刀具適合的加工范圍。
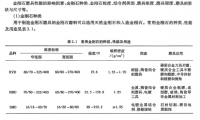
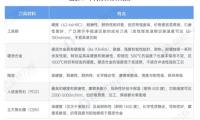
硬質合金刀具:由于本身刀體硬度低,故只適合加工硬度HRC45以下的淬火件,低速切削效果較好;
陶瓷刀具:眾所周知脆性大是陶瓷刀具的缺點,只適合加工硬度HRC45-55之間的小余量的淬火件,并且盡量避免斷續切削;
立方氮化硼刀片:由于具備較高的硬度和耐磨性,良好的抗沖擊性能,故適合加工HRC45以上的淬火件。尤其是我國華菱超硬研制的非金屬粘合劑立方氮化硼刀片BN-S20牌號,不僅可大余量加工淬火件,而且可斷續切削,解決了傳統立方氮化硼刀片不能粗加工和斷續加工的問題。
華菱超硬是一家集立方氮化硼刀片設計,生產,技術服務于一體的中國民族刀具品牌企業,其刀具方案可全方位、高效的完成硬材料加工行業領域的各種零部件的車削、銑削等一系列加工。目前被廣泛應用于高硬度材料,熱處理后的高硬度工件,和其他難切削材料的零件領域。自創立以來,與多家機械零部件商家建立了長期合作伙伴關系,刀具產品覆蓋了中國高硬度切削和高速切削產品領域的90%的市場。
四、華菱超硬非金屬粘合劑立方氮化硼刀片BN-S20牌號的切削參數。
1、線速度:工件材料硬度越高,其切削速度應越小。使用立方氮化硼刀片BN-S20牌號進行車加工淬火件時,刀片能夠承受的切削速度為80——200m/min,常用范圍為90——150m/min;當采用大切深或強力斷續切削時,切速應保持在50——100m/min。
2、吃刀深度:以車代磨淬火件時,其切深一般在0.1——0.3mm之間。當熱處理變形或者加工余量大時,立方氮化硼刀片BN-S20牌號可以承受7mm左右吃刀深度,進行大余量一次走刀完成加工。
3,進給量:進給量通常可以選擇0.05——0.25mm/r之間,具體數值視表面粗糙度值和生產率要求而定。當表面粗糙度要求為Ra=0.3——0.4µm時,采用立方氮化硼刀片可以代替精磨,由于加工效率高的原因,車削比用磨削經濟得多。
五、總結
隨著以車代磨工藝的普遍發展,為機械制造商解決了很多難加工問題,并且隨著現代技術的不斷發展,會出現越來越多的高硬度難加工材料,這對于刀具行業來說,只要不斷推陳出新,研制出新的高硬度,高質量,高效率的刀具材料或刀片牌號,就能推動機械制造業的發展。







 豫公網安備41019702003646號
豫公網安備41019702003646號