

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 盤(pán)形工具齒輪精加工(如剃齒、冷擠和珩齒等)及齒條工具齒輪精加工(如蝸桿砂輪磨齒和精滾齒等)都會(huì)產(chǎn)生齒廓畸變,嚴(yán)重影響齒輪的傳動(dòng)噪聲。而精加工時(shí)徑向誤差要向切向誤差轉(zhuǎn)化,它不但使齒輪...
盤(pán)形工具齒輪精加工(如剃齒、冷擠和珩齒等)及齒條工具齒輪精加工(如蝸桿砂輪磨齒和精滾齒等)都會(huì)產(chǎn)生齒廓畸變,嚴(yán)重影響齒輪的傳動(dòng)噪聲。而精加工時(shí)徑向誤差要向切向誤差轉(zhuǎn)化,它不但使齒輪的周節(jié)累積誤差成倍增加,更嚴(yán)重地影響齒廓畸變的不穩(wěn)定性,二者之間存在著密切的關(guān)聯(lián)因素。另外,精加工前齒輪的不規(guī)則螺旋線(xiàn)偏差得不到有效糾正,嚴(yán)重影響著齒輪的接觸精度。以上這些問(wèn)題并非不可解決,而是不穩(wěn)定,汽車(chē)齒輪的精加工要解決其批量生產(chǎn)精度的穩(wěn)定性是關(guān)鍵。
齒廓畸變因素
一對(duì)齒輪傳動(dòng)時(shí)產(chǎn)生噪聲的主要件是主動(dòng)齒輪,因?yàn)橹鲃?dòng)齒輪齒數(shù)少,并且為了防止根切以及提高其齒根部的彎曲強(qiáng)度,常采用較大的正變位角修正,這種齒輪經(jīng)高效精加工后,呈頂凸中凹的齒廓畸變。精加工后的畸變量高達(dá)0.035mm。而從動(dòng)齒輪齒數(shù)多,一般不進(jìn)行變位修正,或者僅作微量的負(fù)變位修正,精加工后的齒廓中凹的畸變量比較小,一般在0.01mm以下。這兩種齒廓的不匹配嚙合是噪聲產(chǎn)生的主因。
產(chǎn)生齒廓畸變的因素有:
(1)工具與工件嚙合時(shí),由于端面重合度εx不是整數(shù),一般εx<2,單對(duì)齒嚙合段,位于齒全高中部,嚙合齒面數(shù)只有2個(gè),徑向擠壓力小于雙齒嚙合段,徑向彈性變形量亦小,故齒廓呈中凹變化。
(2)工具與工件嚙合時(shí),齒面間相對(duì)滑移速度在節(jié)點(diǎn)為零,擠壓量較大,向齒頂滑移速度漸增,擠壓量漸減,向齒根滑移速度亦漸增,擠壓量亦漸減。齒頂段滑移速度比齒根段大,故齒頂段擠壓量比齒根段要小,形成頂凸變化。
(3)齒面各點(diǎn)誘導(dǎo)法曲率變化的影響,擠壓能力與誘導(dǎo)法曲率大小成正比,擠壓能力可用幾何壓力系數(shù)K來(lái)表示:
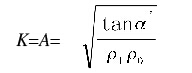
式中 A——中心距;
α’——嚙合角;
ρ1——嚙合點(diǎn)工件曲率半徑;
ρ0——嚙合點(diǎn)工具曲率半徑。
向雙嚙區(qū)的齒頂和齒根的幾何壓力系數(shù)逐漸增大,在齒頂反復(fù)把金屬材料向內(nèi)外推擠,形成了齒頂?shù)淖匀恍蘧墶6邶X根反復(fù)把金屬材料向外挖擠出金屬絲,形成了齒根的自然修根。
綜合以上因素形成了具有自然修緣和自然修根的頂凸中凹的齒廓畸變。這都是擠壓程度變化而產(chǎn)生了二軸(工具軸與夾具軸)的彈性變形量變化(主要在夾具軸上)造成的。
例如,具有外圓擺差的一根偏心軸,在外圓磨床上精磨時(shí),在磨偏心最高點(diǎn)時(shí)二軸的彈性變形量很大,磨偏心最低點(diǎn)時(shí)變形量最小,隨著磨削時(shí)間增長(zhǎng),二者變形量的差值逐漸縮小,但最后還是有微量的仿形誤差存在。而齒輪精加工時(shí),彈性變形會(huì)受以上多種因素的影響,所以解決齒輪精加工的精度問(wèn)題,必須從減小甚至消除彈性變形著手。
穩(wěn)定和提高剃齒、冷擠和珩齒的精加工精度
1.齒廓畸變解決措施
(1)減小徑向擠壓力。減小嚙合角可使齒廓畸變的頂凸點(diǎn)和中凹點(diǎn)同時(shí)向下移動(dòng),不讓凹點(diǎn)在中部產(chǎn)生,有利于降低噪聲。更重要的是,嚙合角減小,幾何壓力系數(shù)也減小,使徑向擠壓力及徑向擠壓力周期變化差值減小,而小嚙合角的擠壓力的周期變化差值小于大嚙合角的擠壓力的周期變化差值,從而減小頂凸中凹量的差值。
(2)精加工前的預(yù)制齒輪的齒廓采用雙壓力角中凸齒廓來(lái)減小擠壓力,使精加工時(shí),一直處于中凸齒廓狀態(tài)下擠壓。
(3)剃齒或冷擠時(shí),減小工件的圓周速度,以20m/min左右為佳。其目的是:一是使相對(duì)滑移速度減小,齒頂?shù)耐蛊鸲蔚玫匠浞謹(jǐn)D壓,從而相對(duì)減小了頂凸中凹的差值。二是避免齒輪齒頂拉毛。少齒數(shù)、正變位系數(shù)較大的齒輪在剃齒或冷擠時(shí),齒頂段的相對(duì)滑移速度極高,產(chǎn)生的高溫使剃齒刀或冷擠軋輪的齒根部沾上了積屑瘤,反過(guò)來(lái)積屑瘤使齒輪齒頂段齒面產(chǎn)生嚴(yán)重的拉毛。一般在設(shè)計(jì)剃齒刀或冷擠軋輪時(shí),通過(guò)增大嚙合角來(lái)消除齒頂拉毛。而為了減小擠壓力,要采用小嚙合角加工與增大嚙合角消除齒頂拉毛發(fā)生了矛盾,為此必須通過(guò)減小工件的圓周速度來(lái)有效消除拉毛。三是可實(shí)現(xiàn)干剃齒或干冷擠,有利綠色制造。
2.齒廓畸變不穩(wěn)定的解決措施
精加工后齒輪噪聲的大小取決于齒廓畸變量的大小,更取決于齒廓畸變量的穩(wěn)定性。畸變量如果穩(wěn)定,就可用工具齒廓對(duì)應(yīng)修正的方法來(lái)使工件的齒廓達(dá)到能滿(mǎn)足噪聲要求的齒廓精度,但是不穩(wěn)定的畸變,就使人束手無(wú)策。這就是長(zhǎng)期來(lái)人們認(rèn)為高效的自由傳動(dòng)齒輪精加工方法比不上磨齒的關(guān)鍵所在。但只要解決畸變的不穩(wěn)定因素,同樣精度的齒廓總偏差,剃齒、冷擠和珩齒的齒輪反比磨齒的噪聲要低6~10dB。這是因?yàn)樽杂蓚鲃?dòng)精加工可以獲得自然修緣和自然修根,甚至同時(shí)得到自然中凸的齒廓。
解決自由傳動(dòng)精加工的齒廓畸變的不穩(wěn)定因素有如下措施:
(1)提高批量生產(chǎn)預(yù)制齒輪齒厚公差精度。批量生產(chǎn)的精加工余量大小不一致,使精加工時(shí)二軸的彈性變形量的差別也不一致,產(chǎn)生的齒廓畸變量,即頂凸中凹量也就不一致,這是齒廓精度不穩(wěn)定的第一個(gè)原因。解決的措施有:
第一,收緊精加工前的齒厚公差精度,提高批量齒輪的余量均勻性來(lái)穩(wěn)定齒廓的畸變量。可采用雙滾刀滾齒,實(shí)現(xiàn)切向進(jìn)刀,與滾齒時(shí)立柱徑向進(jìn)刀公差無(wú)關(guān)。
第二,預(yù)制齒輪采用雙壓力角中凸齒廓余量分布,來(lái)弱化中凸尖段的余量剛度,相當(dāng)于減小了余量,從而勻化了余量大小,相對(duì)提高了批量生產(chǎn)的齒厚公差精度。這是最便捷的解決措施,但對(duì)穩(wěn)定和提高批量生產(chǎn)精度起到特殊重要的作用,不可忽視。這種齒廓也相當(dāng)于將原先精加工前要求修緣和修根的齒廓延伸至中部,而自由傳動(dòng)的精加工本身就能獲得自然的修緣和自然的修根齒廓,比人為的修緣降低傳動(dòng)噪聲的效果要好。
(2)采用三輪無(wú)心精加工,相當(dāng)于預(yù)制齒輪的徑向圓跳動(dòng)在零誤差的狀態(tài)下進(jìn)行精加工,避免了徑向誤差的轉(zhuǎn)化。徑向跳動(dòng)的存在,意味著齒輪一周各齒的加工余量大小不一致,加工后的各齒齒廓畸變量也不一致,隨著余量的增大而增加,最小和最大畸變量相差有0.01~0.02mm。畸變量的不穩(wěn)定與余量大小的直接影響關(guān)系,這是汽車(chē)齒輪批量生產(chǎn)齒廓精度不穩(wěn)定的第二個(gè)原因。如果采用三輪精加工,就避開(kāi)了徑向圓跳動(dòng)的影響,可達(dá)到兩個(gè)目的:使周節(jié)累積誤差精度保持較高的原始精度,齒輪一周各齒齒廓的畸變形狀和畸變量達(dá)到一致。
周節(jié)累積誤差的超差主要是由預(yù)制齒輪的徑向圓跳動(dòng)造成的。采用三輪無(wú)心精加工后,徑向誤差未被轉(zhuǎn)化,問(wèn)題就得到很好地解決,從而在工藝上對(duì)預(yù)制齒輪的徑向圓跳動(dòng)誤差及內(nèi)孔精度的要求也不必那么苛刻。這個(gè)徑向誤差可在熱處理后以齒定位磨內(nèi)孔消除。
采用三輪精加工時(shí),各齒的余量一致,精加工后各齒齒廓畸變形狀和畸變量大小都是一致而穩(wěn)定的。如果這樣的齒廓形狀還滿(mǎn)足不了降低噪聲的要求,就可用工具齒廓對(duì)應(yīng)修正的方法來(lái)滿(mǎn)足達(dá)到低噪聲所要求的齒廓形狀。
另外,三輪無(wú)心精加工還有兩個(gè)優(yōu)點(diǎn):第一,無(wú)心加工不存在以工件軸夾具為主的彈性變形,因而大大減小了二軸間的彈性變形,從而進(jìn)一步減小齒廓的頂凸中凹的畸變量。第二,由于三輪各齒嚙合多點(diǎn)都處于非對(duì)稱(chēng)位置擠壓,使齒廓的畸變起到均勻化作用。三輪無(wú)心精加工,因三輪的擠壓力是平衡的。它雖然不能修正精加工前徑向跳動(dòng),以前總認(rèn)為這是缺點(diǎn),但綜合上面分析,卻變成了最大的優(yōu)點(diǎn),齒輪精度可大大提高。
3.接觸斑點(diǎn)形狀畸變解決措施
平行剃齒和平行珩齒精加工后,在一批齒輪甚至單個(gè)齒的各個(gè)齒會(huì)出現(xiàn)各種不規(guī)則的接觸斑點(diǎn)形狀,哪怕多次軸向走刀也較難糾正。平行加工屬交叉軸螺旋點(diǎn)接觸(實(shí)際為小面積接觸)嚙合傳動(dòng)加工,旋轉(zhuǎn)形成齒廓各點(diǎn),軸向走刀形成齒向。由于受預(yù)制齒輪的螺旋線(xiàn)偏差,二軸交叉點(diǎn)交叉軸調(diào)整誤差和二軸平行度調(diào)整誤差有關(guān),加之齒廓的畸變,造成齒的各截面、各點(diǎn)的擠壓量不同,使各點(diǎn)的二軸彈性變形量各異,導(dǎo)致各種不規(guī)則的齒向誤差,形成接觸斑點(diǎn)形狀各異。
冷擠精加工屬斜齒線(xiàn)接觸嚙合傳動(dòng)加工,接觸斑點(diǎn)形狀很容易控制。徑向剃齒是將剃齒刀的直線(xiàn)漸開(kāi)螺旋齒面改作成內(nèi)圓弧漸開(kāi)螺旋齒面,與齒輪形成線(xiàn)接觸嚙合傳動(dòng)加工,有效獲得了良好的接觸斑點(diǎn)形狀,消除了畸變。如果采用徑向珩齒,也可得到同樣的良好效果。
穩(wěn)定和提高蝸桿砂輪磨齒的加工精度
蝸桿砂輪磨齒會(huì)產(chǎn)生兩個(gè)主要問(wèn)題:齒廓產(chǎn)生畸變和磨齒后接觸斑點(diǎn)形狀產(chǎn)生畸變。可采用以下措施解決上述問(wèn)題:
(1)用0°壓力角齒條來(lái)與被磨齒輪嚙合加工,徑向誤差不會(huì)轉(zhuǎn)化成切向誤差,二軸間徑向擠壓力為0,則二軸間不產(chǎn)生彈性變形。當(dāng)彈性變形周期變化差值為0時(shí),就不會(huì)產(chǎn)生齒廓的頂凸中凹畸變,若再采用自由傳動(dòng)加工,可獲得自然修緣和自然修根,即可形成自然中凸的齒廓,這對(duì)降低齒輪的傳動(dòng)噪聲相當(dāng)有利。
(2)若采用負(fù)壓力角齒形,使原先蝸桿砂輪的外阿基米德螺旋面變成了內(nèi)阿基米德螺旋面,與被磨齒輪形成線(xiàn)接觸嚙合傳動(dòng)加工,磨齒時(shí)不會(huì)產(chǎn)生如點(diǎn)接觸嚙合加工時(shí)的那種仿形誤差,那些磨齒前遺留下來(lái)的不規(guī)則的螺旋線(xiàn)偏差就可得到有效糾正。
負(fù)壓力角線(xiàn)接觸嚙合加工還有以下優(yōu)點(diǎn):
第一,可實(shí)現(xiàn)徑向加工,不需軸向進(jìn)給,大大提高加工效率,并可直接獲得鼓形齒面。
第二,采用負(fù)壓力角加工,需采用雙蝸桿砂輪磨齒,這就可實(shí)現(xiàn)切向進(jìn)給調(diào)刀,與徑向進(jìn)給公差無(wú)關(guān),容易控制齒厚,提高了齒厚公差精度。
第三,0°壓力角或負(fù)壓力角嚙合加工時(shí),被加工齒廓各點(diǎn)的誘導(dǎo)法曲率都很大,磨削力小,磨削效率很高,產(chǎn)生的熱量很小,可實(shí)行干磨,有利綠色制造。
以上措施也同樣適用于硬齒面精滾齒。經(jīng)分析可知,雙蝸桿砂輪線(xiàn)接觸嚙合自由傳動(dòng)徑向干磨齒,如果能實(shí)現(xiàn),此工藝比熱處理后強(qiáng)力珩齒工藝更為優(yōu)越,精度和效率會(huì)更高。
穩(wěn)定和提高格制弧齒錐齒輪的傳動(dòng)精度
措施一:從動(dòng)弧齒錐齒輪采用螺旋成形法加工,可得到較理想的嚙合接觸斑點(diǎn)形狀。更大的優(yōu)點(diǎn)是,輪齒的縱向曲面是個(gè)同向彎曲的漸開(kāi)線(xiàn)螺旋面,它與主動(dòng)輪的圓弧齒面嚙合時(shí),即使載荷變化很大時(shí),接觸斑點(diǎn)形狀長(zhǎng)度可保持不變,位置向大端移動(dòng)很少,安裝誤差對(duì)接觸斑點(diǎn)位置變化的敏感度很小,這是提高驅(qū)動(dòng)橋錐齒輪傳動(dòng)精度和使用壽命的有效措施。
措施二:對(duì)于從動(dòng)弧齒錐齒輪,采用成形法或展成法加工工藝后,有些廠(chǎng)長(zhǎng)期以來(lái)采用研配精加工,實(shí)踐證明,它只能提高齒面表面粗糙度,改善工作平穩(wěn)程度,不能提高其齒面的接觸精度,而且生產(chǎn)效率很低,大多數(shù)廠(chǎng)有設(shè)備而不實(shí)行。但如果采用三輪行星結(jié)構(gòu)線(xiàn)接觸嚙合自由傳動(dòng)低速?gòu)较蚶鋽D精加工,既可提高齒面表面粗糙度,又可有效獲得接觸斑點(diǎn)形狀無(wú)畸變的雙鼓形齒面來(lái)穩(wěn)定和提高其接觸精度,還可獲得自然修緣和修根,大幅降低傳動(dòng)噪聲,也大大提高生產(chǎn)效率。
措施三:接觸斑點(diǎn)形狀過(guò)長(zhǎng)、過(guò)寬對(duì)錐齒輪的使用壽命及噪聲影響很大。從多年的實(shí)踐來(lái)看,不少企業(yè)按國(guó)家標(biāo)準(zhǔn)GB11365-1989選擇接觸斑點(diǎn)形狀時(shí)都作了修改,如6~7級(jí)齒輪,本應(yīng)沿齒長(zhǎng)為50%~70%,修改為45%~70%;沿齒高為55%~75%,修改為50%~75%,下限均減少了5%。有些企業(yè)甚至將齒長(zhǎng)和齒高均修改為40%~60%,齒長(zhǎng)的上下限均壓縮了10%,齒高上下限均壓縮了15%,下降的幅度相當(dāng)大。另外,有的企業(yè)產(chǎn)品圖樣上不按上下限范圍來(lái)標(biāo)注,而是按不小于下限值來(lái)標(biāo)注,如此工藝設(shè)計(jì)的刀盤(pán)直徑可按最短的齒長(zhǎng)來(lái)設(shè)計(jì)。短的齒長(zhǎng),使用時(shí)對(duì)安裝支持剛度的敏感性較小,有利于提高使用壽命,窄的齒高有利于降低傳動(dòng)噪聲。
結(jié)語(yǔ)
綜上所述,實(shí)施以下4項(xiàng)工藝措施,可有效穩(wěn)定和提高汽車(chē)齒輪的批量生產(chǎn)精度,并可進(jìn)一步提高其生產(chǎn)效率,大大降低制造成本。
(1)如果少齒數(shù)正變位角修正齒輪選用剃齒、冷擠或強(qiáng)力珩齒時(shí),可采用小嚙合角三輪線(xiàn)接觸嚙合自由傳動(dòng)徑向加工(剃齒或冷擠需低速傳動(dòng))。
(2)蝸桿砂輪磨齒可改采用負(fù)壓力角雙蝸桿砂輪線(xiàn)接觸嚙合自由傳動(dòng)徑向加工。
(3)格制從動(dòng)弧齒錐齒輪如采用成形法或展成法加工,其精加工可采用三輪行星結(jié)構(gòu)線(xiàn)接觸嚙合自由傳動(dòng)低速?gòu)较蚶鋽D加工。
(4)精加工前的預(yù)制齒輪(含精密成形齒輪)的齒廓采用雙壓力角中凸齒廓的精加工余量分布。
(單位:杭州齒輪箱廠(chǎng) 作者: 胡望遠(yuǎn))









 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)