

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201710346086.7申請人:沈陽工業大學發明人:苑澤偉韓暉李強張祎衡
申請號:201710346086.7申請人:沈陽工業大學
發明人:苑澤偉 韓暉 李強 張祎衡
摘要: 本發明涉及一種超硬材料表面金字塔結構化的制造方法,其特征在于:將刀具和被加工件裝配到切割機上,對工件表面進行等間距切割,切割間距不大于刀具的厚度,切割深度不大于金剛石顆粒的刃高;第一刀切割工序完成后,調節載物盤方向,使切割片與前一工序切割方向垂直,將切割間距與切割深度均設定到與上一步切割相同,再進行同樣工藝的切割;切割完畢后將得到被加工材料表面的金字塔結構;所述制造方法所使用的工具由劃片、釬焊層和金剛石顆粒構成;制備所述制造方法的工具,需要經過釬焊、研磨、拋光和激光出刃等步驟。本發明具有刀刃切割、不容易磨損、制造成本低、制造簡單和對超硬材料表面的金字塔結構加工快速高效的特點。
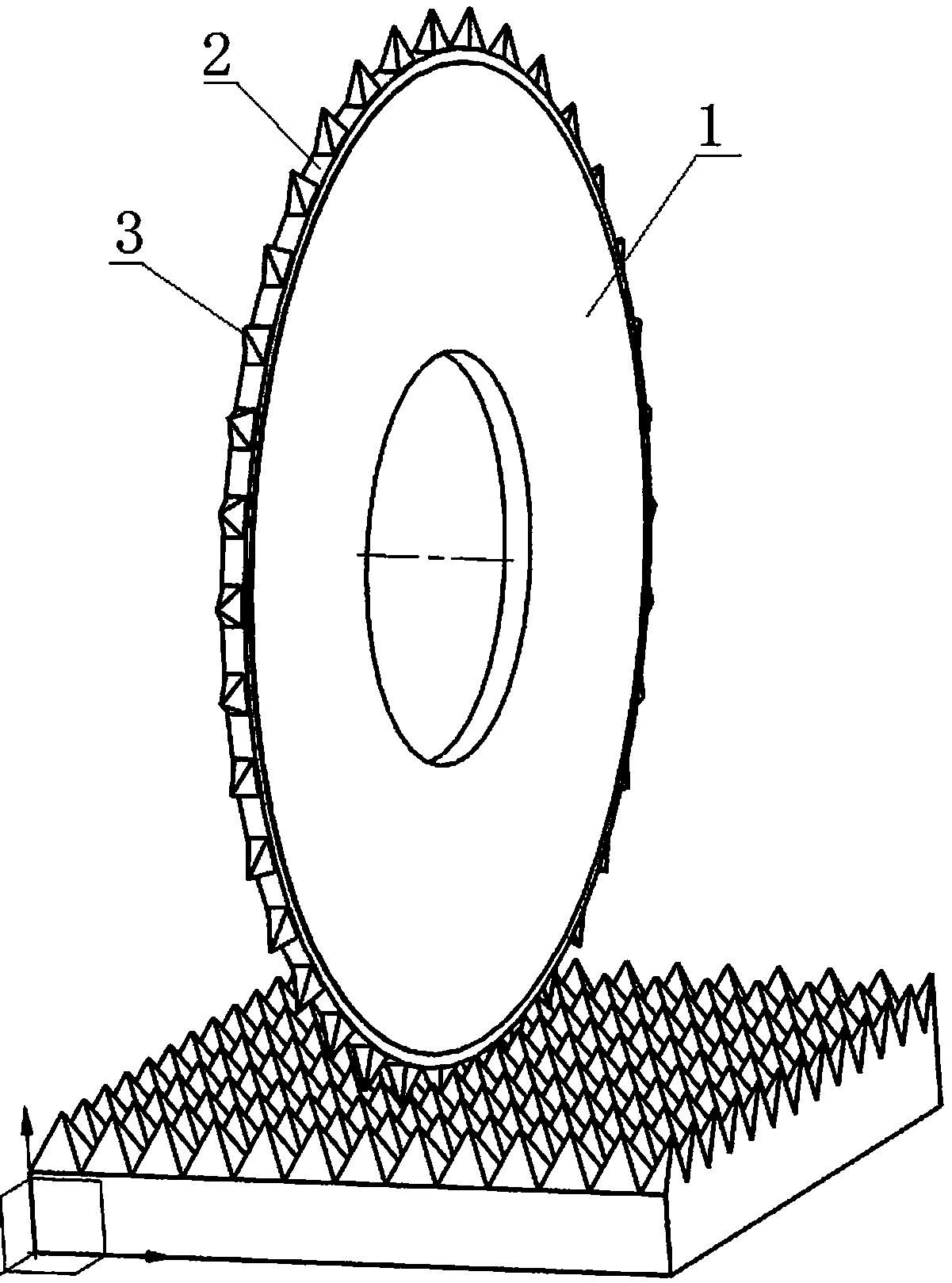
2.一種如權利要求1所述超硬材料表面金字塔結構化刀具,其特征在于:包括劃片、釬焊層和金剛石顆粒,金剛石顆粒通過釬焊層均勻鑲嵌在劃片邊緣處;所述劃片邊緣表面呈現V型結構。
3.根據權利要求2所述超硬材料表面金字塔結構化刀具,其特征在于:所述劃片的厚度在10μm~500μm之間。
4.根據權利要求2所述超硬材料表面金字塔結構化刀具,其特征在于:所述徑向外沿金剛石顆粒的刀刃呈V型結構,其兩刃間的夾角為60°~120°。
5.一種如權利要求2所述超硬材料表面金字塔結構化刀具的制造方法,其特征在于:首先,采用釬焊的方法將金剛石顆粒均勻鑲嵌在劃片邊緣處;然后將劃片安裝在旋轉軸上,通過調節量角器的角度,使研磨平面與劃片成一定的夾角,對其邊緣進行研磨,之后將劃片反向安裝旋轉軸上,保持研磨平面與劃片之間的夾角不變,對劃片另外一面進行研磨,研磨后劃片邊緣表面呈現V型結構;當精加工時,將研磨盤更換為拋光盤,并將劃片裝配到旋轉軸上,保持研磨平面與劃片之間的夾角不變,按要求對劃片邊緣V型結構一個側面進行精拋;之后更換劃片的安裝方向,對劃片邊緣V型結構另一個側面進行精拋,最后使用激光加工使劃片V型結構表面的金剛石出刃制得刀具成品。








 豫公網安備41019702003646號
豫公網安備41019702003646號