摘要 申請?zhí)枺?01710181800.1申請人:中國工程物理研究院激光聚變研究中心發(fā)明人:周煉安晨輝張清華陳賢華王健趙世杰
申請?zhí)枺?01710181800.1
申請人:中國工程物理研究院激光聚變研究中心
發(fā)明人:周煉 安晨輝 張清華 陳賢華 王健 趙世杰 廖德鋒 侯晶
摘要: 本發(fā)明提供一種非球面磨削圓弧
金剛石砂輪三維形狀誤差的在位
精密測量方法,該方法包含:1)螺旋式連續(xù)掃描測量砂輪表面各點的高度數(shù)據(jù);2)將數(shù)據(jù)按螺旋軌跡模型進行插值擬合處理,得到砂輪表面三維幾何形貌矩陣,并進行最小二乘圓弧擬合,得到砂輪圓弧半徑、圓弧中心坐標和圓弧中心偏差;3)建立砂輪表面的平均三維幾何形貌矩陣,并與形貌矩陣相減,得到三維誤差分布矩陣、圓弧度誤差和徑向跳動誤差;4)測量砂輪外圓周高度數(shù)據(jù),通過最小二乘圓弧擬合,得到砂輪基礎部分半徑。本發(fā)明實現(xiàn)對圓弧
金剛石砂輪所有重要幾何參數(shù)的高效精密非接觸式測量,測量結果可直接用于非球面光學元件超精密磨削加工砂輪運動控制點坐標的精確插補計算。
主權利要求:1.非球面磨削圓弧金剛石砂輪三維形狀誤差在位精密測量方法,其特征在于,該方法包含以下步驟:1)將位移傳感器(2)安裝于金剛石砂輪(1)下方,勻速旋轉金剛石砂輪(1),同時位移傳感器(2)沿金剛石砂輪(1)軸向勻速平動,測量點在金剛石砂輪(1)表面進行螺旋式連續(xù)掃描,同時記錄位移傳感器(2)測得的數(shù)據(jù)z(t);2)對數(shù)據(jù)z(t)進行勻滑濾波處理,并截取中央部分有效數(shù)據(jù),按螺旋軌跡模型進行插值擬合處理,得到金剛石砂輪(1)表面三維幾何形貌矩陣M0;3)將三維幾何形貌矩陣M0按金剛石砂輪(1)軸向取向量,逐一進行最小二乘圓弧擬合,得到金剛石砂輪(1)不同相位處的圓弧半徑R(α)以及圓弧中心坐標Y(α)和Z(α);4)根據(jù)平均圓弧半徑和圓弧中心坐標,建立金剛石砂輪(1)表面的平均三維幾何形貌矩陣Mave,并與步驟2)得到的形貌矩陣M0相減,得到金剛石砂輪(1)表面三維誤差分布矩陣Merror、圓弧度誤差和徑向跳動誤差;5)將位移傳感器(2)沿X向勻速平動,并記錄位移傳感器(2)位移數(shù)據(jù)和機床坐標,通過最小二乘圓弧擬合,得到金剛石砂輪(1)基礎部分半徑Rb。
① 凡本網(wǎng)注明"來源:超硬材料網(wǎng)"的所有作品,均為河南遠發(fā)信息技術有限公司合法擁有版權或有權使用的作品,未經(jīng)本網(wǎng)授權不得轉載、摘編或利用其它方式使用上述作品。已經(jīng)本網(wǎng)授權使用作品的,應在授權范圍內(nèi)使用,并注明"來源:超硬材料網(wǎng)"。違反上述聲明者,本網(wǎng)將追究其相關法律責任。
② 凡本網(wǎng)注明"來源:XXX(非超硬材料網(wǎng))"的作品,均轉載自其它媒體,轉載目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點和對其真實性負責。
③ 如因作品內(nèi)容、版權和其它問題需要同本網(wǎng)聯(lián)系的,請在30日內(nèi)進行。
※ 聯(lián)系電話:0371-67667020


 手機資訊
手機資訊 官方微信
官方微信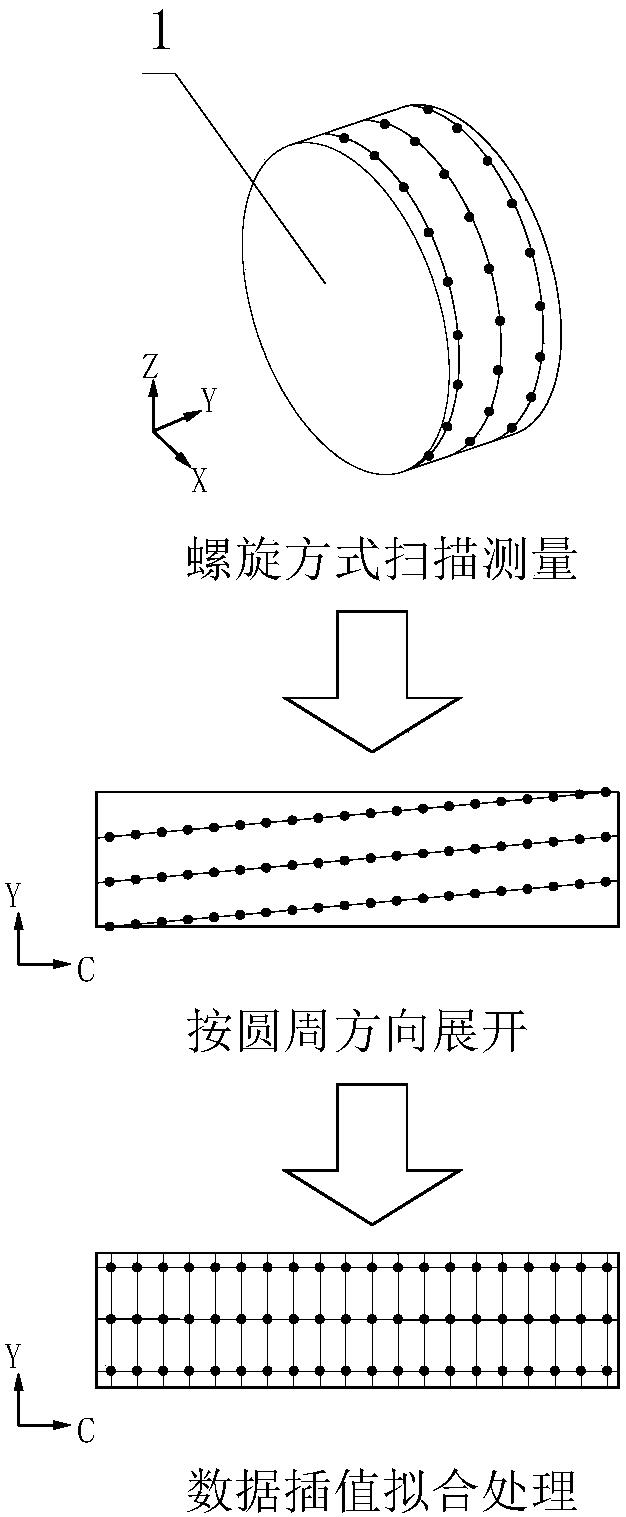







 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號