

 手機資訊
手機資訊 官方微信
官方微信
摘要 “納米技術概念”在第九屆中國國際機床展覽會上[1],溫特蘇爾公司推出的具有“納米技術概念”的NandWin磨具發人深思,其結合劑是帶有納米涂層的重結晶玻璃結合劑602W,在陶瓷結合...
“納米技術概念”在第九屆中國國際機床展覽會上[1],溫特蘇爾公司推出的具有“納米技術概念”的NandWin磨具發人深思,其結合劑是帶有納米涂層的重結晶玻璃結合劑602W,在陶瓷結合劑磨具制造過程中,在結合劑內生成類似的玻璃晶鏈,不僅可提高磨具的強度,適應高速磨削,而且更重要的是可以減少磨具中的結合劑,提高磨具孔隙率,同時還可避免磨屑的粘附,使磨具性能得到很大提高。
一、納米膠體動壓空化射流拋光加工實驗研究
射流拋光是在20世紀90年代發展起來的一種新技術,它以流體為拋光工具,被認為是當前加工復雜表面硬脆材料制品最有潛力的方法之一[2]。初期射流拋光技術利用磨料射流,在1998年荷蘭Fahnle O W等人將磨料射流拋光應用于光學表面加工,待得到了粗糙度值Ra5nm的工作表面[3]。之后,Messelink Wilhelnms A C M等進行了液體射流拋光加工球面實驗,新得出在拋光過程中材料去除速度取決于磨料的鋒利程度及其動能大小的結論[4]。
國內王建生認為磨料射流加工磨料粒徑為噴嘴直徑的1/3—1/4比較合適。蘇州大學方慧研究了影響磨料射流拋光效果的主要工藝因素和加工機理[5]。朱洪濤研究了磨料射流拋光機理,認為材料的去除主要依靠磨料粒子的沖蝕作用,水射流僅起輔助作用[6]。
近期,哈工大宋孝宗等人提出納米顆粒膠體射流拋光,以及納米顆粒膠體溶液代替普通磨料,得到了粗糙度低于Ra0.6nm的超光滑表面[7,8]。
納米顆粒膠體射流拋光是利用納米顆粒與工件表面之間的界面化學反應實現工件材料的去除,材料的去除是在原子尺度范圍內,所以避免了機械作用材料去除方法無法避免的缺點,如亞表面損傷,成表層原子晶格破壞等[9]。
但是,納米顆粒膠體射流拋光的加工效果過于低下,為了提高納米顆粒膠體射流拋光的加工效果,王星等人考慮將空化現象引入納米顆粒膠體射流拋光,以達到對工件的高效加工并取得優質的超光滑表面,因此提出了納米膠體動壓空化射流拋光。
圖5.1是實驗所用的加工系統示意圖。
整個系統分為兩個部分:液壓系統為加工提供所需壓力,納米膠體系統依靠液壓系統提供的壓力實現對工件加工。
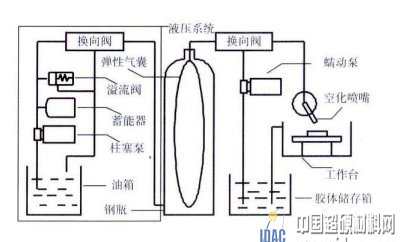
圖5.1 實驗系統簡圖
圖5.2是普通射流和空化射流場空化現象的模擬結果。結果顯示,旋轉射流噴嘴產生的空化區范圍廣,而且第二相(空化)體積分數的高達86.9%,各空化區第二相體積分數都在20%以上;而普通錐形噴嘴喉部邊緣形成一定量的空泡,其流場空化現象并不明顯。

圖5.2 噴嘴流場模擬圖
觀察兩種拋光方法的輪廓發現,無論是普通錐形噴嘴拋光還是旋轉噴嘴拋光,拋光壓區域中心處的材料去除均較少,去除最深處位于距拋光中心位置距離相等的圓環地帶。測量加工區橫截面輪廓的最低點與未加工表面之間的垂直距離,得到2h內加工材料去除深度。其結果如圖5.3所示。空化射流拋光2h所達到的去除深度為0.26μm;普通射流拋光的去除深度略小,為0.23μm。
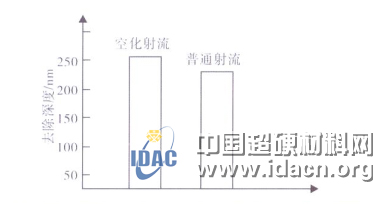
圖5.3 空化射流拋光和普通射流拋光加工2h的去除深度
用原子力顯微鏡對加工表面進行檢測,發現有在同一加工區域中,粗糙度較高的位置在工件材料去除較少的中心區域,而去除最多的圓環處的表面粗糙度值最低。分析認為,造成這種結果的可原因可能來自于拋光液流動狀態的影響[10]。二、低熔高強納米陶瓷結合劑粗粒度超硬工具
在燒結超硬工具的冷卻過程中,超硬顆粒的收縮小于結合劑的收縮,故在結合劑中產生拉應力,如圖5.4所示。
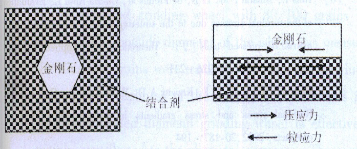
圖5.4 超硬工具顆粒—結合劑界面應力分布示意圖
傳統的超硬材料工具以金屬和樹脂結合劑為主,由于金屬和樹脂具有良好的塑性和韌性,產生的拉應力遠小于其抗拉強度極限,并且通過一定的塑性變形可以緩解和松弛應力;但是對于脆性的傳統陶瓷結合劑來說,由于其抗拉強度比較小,沒有塑性,內部分布的拉應力會對陶瓷結合劑的強度造成嚴重損害,使結合劑與超硬磨粒界面處易產生微裂紋,甚至燒結塊碎裂造成工具廢品。因此,研究結合劑—磨料界面應力的分布規律,緩解或消除界面應力,對陶瓷結合劑超硬磨具的大范圍應用具有舉足輕重的意義。為改善傳統陶瓷結合劑的抗拉性能,減輕顆粒-結合劑界面應力及避免高溫對超硬磨料的傷害。張向紅,王艷輝等[11]將納米技術引入到陶瓷結合劑中,在陶瓷結合劑基體中引入納米級的顆粒、片晶、晶須和纖維等第二相,開發研制出一種新的納米陶瓷結合劑,降低超硬磨具的燒結溫度,緩解磨料—傳統陶瓷結合劑界面應力問題。
試驗所用陶瓷結合劑有兩種類型:傳統結合劑和納米結合劑,用來對比研究結合劑—超硬磨料性能,其化學成分如表5.1所示。
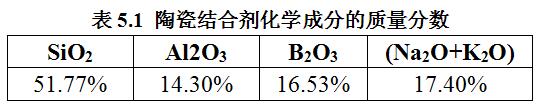

圖5.5 金剛石粒度對陶瓷結合劑金剛石復合材料強度的影響
結論:(1)隨著超硬磨粒顆粒變粗,結合劑金剛石界面積累的拉應力增大,試樣抗折強度下降。
(2)納米陶瓷結合劑與傳統陶瓷結合劑相比,在相同實驗條件下具有較小的界面結合應力,進而提高了試樣抗折強度。
(3)工業化應用的實踐證明,采用納米陶瓷結合劑可以大幅度提高制品強度、韌性和耐磨性,實驗結果的穩定性和重現性良好,并成功獲得了工業化應用。
三、納米SiO2改性金剛石柔性磨輪磨削性能的研究
抗拉強度參照GB/T2568-1995,試樣形狀尺寸如圖5.6所示。

圖5.6 抗拉強度試樣形狀尺寸圖
拉伸剪切強度參照GB7124-86,試樣形狀尺寸如圖5.7所示。

圖5.7拉伸剪切強度試樣形狀尺寸圖
1 超聲分散時間對樹脂膠粘劑力學性能的影響
納米粒子在樹脂基體中的分散均勻性是其作用效果的決定因素,而分散均勻性主要是由超分散時間來決定的。
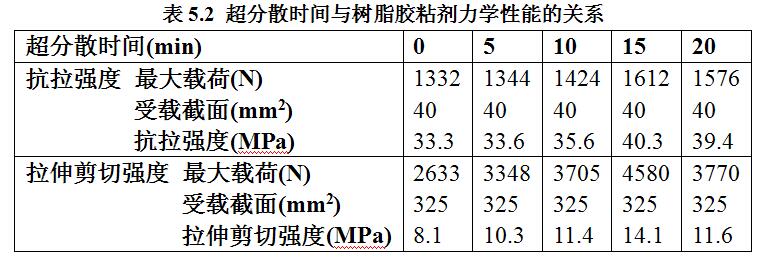

圖5.8 超聲分散時間與樹脂膠粘劑力學性能的關系
由圖表可知,當n-SiO2加入量為樹脂總量3%時,樹脂膠粘劑抗拉強度隨超聲分散時間呈先升后降的趨勢,當超聲分散時間為5min時,其抗拉強度與未經超聲分散試樣的抗拉強度相差不大,這是因為超聲分散時間過短,起不到提高分散均勻性的效果;當超聲分散時間為15min時,其抗拉強度達到最大值為40.3MPa,提高21%。這是由于在超聲波震蕩時產生了空化現象,液體介質中微泡的形成及伴隨能量釋放的瞬間內有強烈的振動波,液體中空氣泡的快速形成和突然崩潰產生了短暫的高能微環境,由此產生的局部高溫、高壓或強沖擊波和微射流等,可較大幅度地弱化納米粒子間的納米作用能,有效地防止納米粒子團聚而使之充分分散,從而使n-SiO2在樹脂基體中充分發揮其尺寸和表面效應,使其抗拉強度大大提高;但并非超聲分散時間越長其作用效果越好。實驗結果顯示,當超聲分散時間為20min時,其抗拉強度較15min時有所下降,這是因為連續超聲時間過長,超聲空化時產生過熱超聲攪拌,使體系的溫度升高,隨著熱能和機械能的增加,顆粒的碰撞幾率也增加,反而導致進一步的團聚,使抗拉強度降低。
而對于拉伸剪切強度,隨著超聲分散時間的增加,其強度也隨之呈先上升后下降的趨勢,在分散時間為15min時也達到最大值為14.1MPa,最大拉伸剪切載荷為4580N,比未超聲分散時增加將近75%,這也是因為n-SiO2的小顆粒增強抗張強度,而聚合收縮力減小,使樹脂與鋼片表面粘結強度提高,然而隨著超聲分散時間的延長,反而使納米粒子團聚增加,納米粒子對樹脂作用減弱,從而導致拉伸剪切強度反而降低。
2 納米材料添加量對力學性能的影響
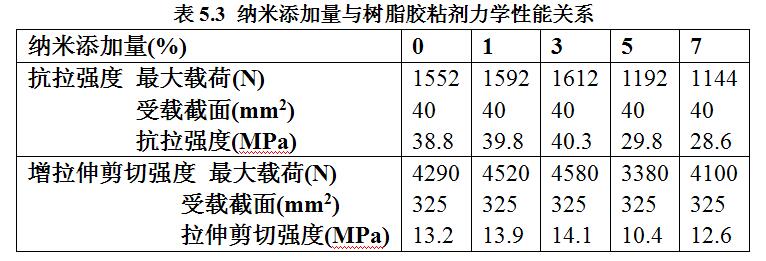
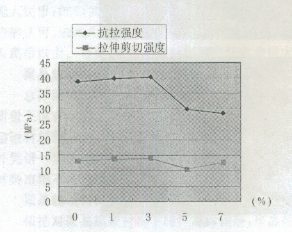
圖5.9 納米添加量與樹脂膠粘劑力學性能關系折線圖
由圖5.9可知,隨著n-SiO2添加量的增加,其抗拉強度和拉伸剪切強度都基本呈先升后降的趨勢,在n-SiO2添加量為3%時其抗拉強度與拉伸剪切強度均達到最大值,分別為40.3MP和14.1MPa,較未添加n-SiO2時分別增加4%和7%,這同樣是由于n-SiO2粒子表面具有眾多的活性基團,易與高分子中的不飽和鍵發生化學鍵合,增強了兩者之間的界面結合,在低含量時,n-SiO2在體系中充當物理交聯點,增加了復合體系的交聯密度,從而使體系的剪切強度增大。同時還發現,添加n-SiO2的量為3%時,如果不進行超聲分散或分散時間太短,其抗拉強度和拉伸剪切強度反而較未添加n-SiO2時更低,這說明,添加n-SO2粒于如果不使之分散均勻,不但達不到想要的效果,反而使樹脂膠粘劑本身性能降低。
3 納米改性對含金剛石試樣的力學性能的影響

4改性前后金剛石柔性磨輪磨削性能對比

結論:
1 采用TL-2鋁鋯偶聯劑改性納米SiO2,當納米SiO2含量為3%時,經過10min機械攪拌后,超聲分散時間為15min時樹脂膠粘劑具有最佳抗拉伸強度和拉伸剪切強度,較未超聲分散時分別提高近21%和75%。
2 當分散工藝為機械攪拌10min,超聲分散15min,納米SiO2添加量為3%時,具有最佳抗拉強度和拉伸剪切強度,分別較未添加時提高4%和7%。
3 以膠料比為2:1加入w40金剛石后,經3%納米SiO2改性膠粘劑抗拉伸強度提高40%,拉伸剪切強度提高36%,因而對含金剛石試樣的力學性能具有明顯的改性效果。
4 采用3%納米SiO2改性后的丙烯酸樹脂膠粘劑配制的金剛石柔性磨輪較未改性金剛石柔性磨輪前3.5h磨削性能有大大提高,同時證明了膠粘劑力學性能與金剛石柔性磨輪磨削性能的相對應性[12]。 (本文節摘自王光祖教授《超硬磨具制備與應用》第五章)










 豫公網安備41019702003646號
豫公網安備41019702003646號